После проведения описанной работы, МР512, несомненно, получает гораздо более высокие потребительские качества. Лишается своих детских болезней, таких как вибрации и дребезг, плохой спуск. При меньшей стоимости она в состоянии конкурировать в развлекательных дисциплинах с винтовками Hatsan, Crosman, Stoeger и другими винтовками среднего ценового уровня.
Но, удачная доработка, это в первую очередь, лучшее соотношение затраченных усилий к полученному результату.
Помните, что 90% результата достигается за 10% усилий.
Пытаясь получить еще чуть-чуть вы рискуете затратить неоправданные силы и средства.
Современная стратегия доработки мурки в первую очередь предполагает умеренность.
Мягкий, но длинный и плавный, а главное безопасный спуск. Легкое взведение и приятное использование. При всем этом желательно соблюсти заводской внешний вид, затратить как можно меньше времени и потратить на это по возможности меньше денег.
Стоит отдавать отчет, что на выходе будет доработанная, но мурка. Не нужно ожидать космических кораблей и мегабластеров.
Зачем в мурке нужны много Дж? Для этого покупается, за сравнимые деньги, Hatsan Striker. Пытаться получить из мурки минимальную кучность? Начинать надо с ложа. А лучше пойти в магазин и купить GAMO CFX, получится дешевле и главное гарантированно.
Одним словом умеренность, осторожность и четкое понимание места мурки в пневмо-мире. Все это и есть залог успеха..
Винтовку можно купить в двух вариантах сертификации, "до 7,5Дж" и "до 3Дж". Последнее маркируется индексом МР-512С.
С точки зрения железа винтовки одинаковые, однако сертификация до 3Дж позволяет расширить сеть сбыта и продавать продукцию любой организации, без специального разрешения на продажу оружия и без подготовки специальных условий хранения.
Для владельца же, обладание "хозбытом" так же несколько упрощает некоторые мелочи жизни, но в тоже время не освобождает от ответственного отношения к оружию.
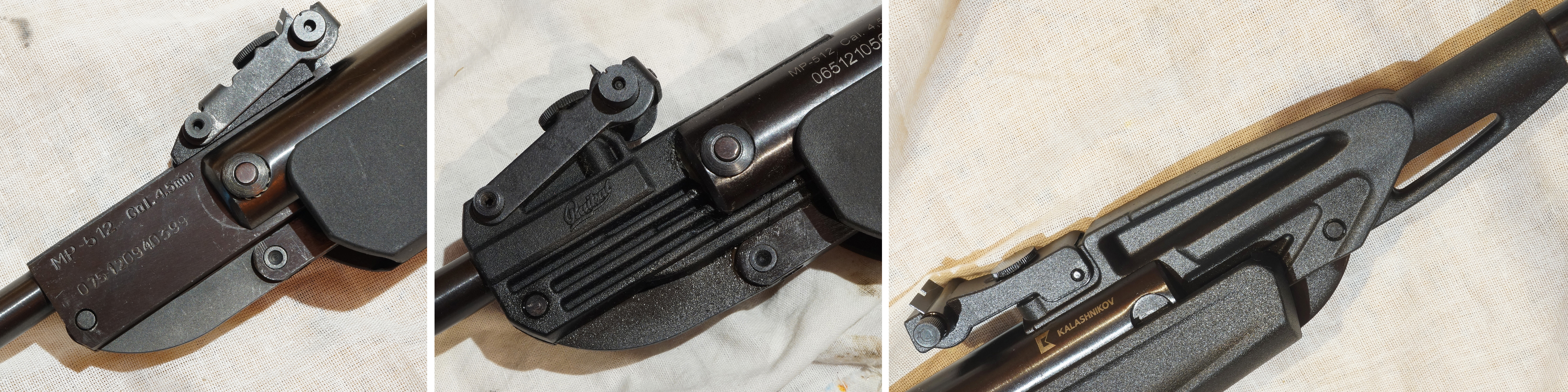
В 2019г Ижевский завод провел долгожданный рестайлинг и порадовал любителей новыми ложами.
Ссылка на отдельное, более подробное рассмотрение тут
Мое мнение, начиная с 2020г варианты в старых ложах больше неактуальны. Рассматривать их к покупке можно только в результате возникновения внезапной симпатии.
Ниже приведу несколько фотографий обновленных версий для ознакомления и заполнения пространства.
Картинки кликабельны. Больше информации по ссылке выше.
Пневматическая винтовка МР512 представляет собой дальнейшее развитие классических переломок Ижевского Механического завода. Если говорить просто, то Мурка, это растянутый по ходу поршня ИЖ38С.
Выпускаются как в вариантах для безлицензионной продажи (дульная энергия не более 7,5 Дж и не более 3Дж), так и в варианте охотничьей пневматической винтовки калибров 4,5 и 5,5 мм (модель МР-512М).
Хочу обратить внимание, что настоящая МР512М, продается ТОЛЬКО по лицензии и имеет клеймо М на ствольной коробке.
Вот пример настоящей МР512М.
Часто в магазинах предлагают купить якобы МР512М без лицензии за бОльшие деньги.
От такой покупки лучше воздержаться, т.к. вам предлагают товар сомнительного качества, а точнее переделанная самими продавцами обычная МР512, причем
переделанная как правило грубо и не до конца.
Описание конструкции
МР512 представляет собой классическую пружинно-поршневую винтовку с взведением боевой пружины поворачивающимся в вертикальной плоскости стволом.
Сам ствол унифицирован с остальными моделями развлекательных Ижевских винтовок. На конце ствола нарезана резьба 12*1 под пластиковый намушник.
Изготавливается методом холодной ковки. Длина ствола 45см, наружный диаметр 13мм, имеет 6 нарезов с полями полукруглой формы, реже трапециевидных.
Тип нарезов на кучность не влияет и является следствием применения соответствующей оправки, а не удешевлением производства, как некоторые считают.
В данный момент, на 2020г, уже несколько лет стволы производятся только с полукруглыми нарезами и все с чоком. Так задумано изначально, резать ничего не надо!
В прочем, все разговоры о стволах на МР512, не более, чем дань старой традиции, своего рода олдфажный фетишизм, наследие форумов начала-середины 00-х годов.
В реальности, ствол это последнее, что влияет на точность мурки. Не ствол ограничивает винтовку, а наоборот, все конструкция в сборе ограничивает возможности ствола.
Компрессор.
Именно в нем заключается главное отличие МР512 от ИЖ38.
Внутренний диаметр остался неизменным под стандартную Ижевскую манжету 25мм.
Имеется одна важная особенность. Компрессор любой переломки, это труба и вваренная заглушка.
Но только не у мурки..
У нас свой путь(С), аналогвнет и все такое..
Компрессор мурки это одна, цельная деталь полученная методом ковки на оправке.
И все бы ничего, но вот уже на протяжении более 20 лет технологи так и не смогли обеспечить нормальный, строго перпендикулярный переход от стенки к дну. В конце хода поршня имеется сужение, а на переходе фаска-скругление. В результате этой серьезной, серийной производственной оплошности манжеты слеживаются и теряют компрессию.
Двадцать с хвостиком лет, а воз и ныне там.
Спасибо производителям кастомных манжет, которые решают проблемы вместо завода.
В прочем об этом мы еще поговорим далее.
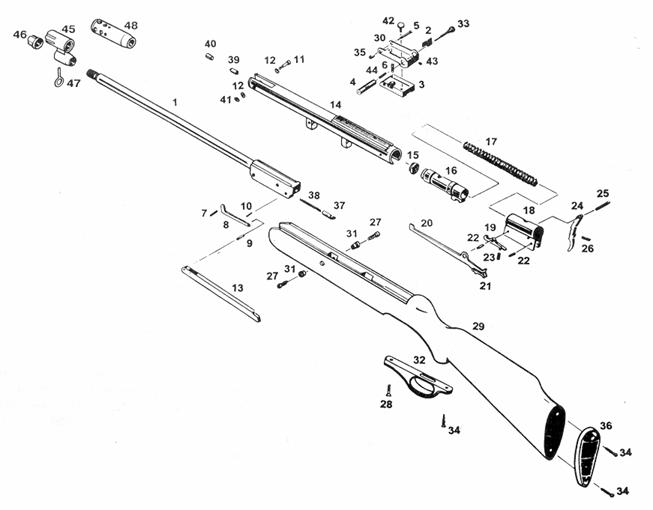
Ход поршня увеличен по сравнению с ИЖ38С до 82мм, простым увеличением габаритов компресора. Поршень с боковым зацепом. Спусковой механизм объединен в
колодке СМ, которая является заглушкой цилиндра сзади.
Спусковой механизм имеет автоматический предохранитель который включается при установке винтовки на боевой взвод.
Кнопка автоматического предохранителя находится перед спусковым крючком.
Спусковой механизм предельно простой и состоит из шептала, спускового крючка и предохранительной пластины.
Спуск довольно длинный и тяжелый. Без доработки усилие спуска переваливает за отметку 2кг!
Прицельные приспособления позволяют вносить корректировки и пристреливаться без наличия специальных инструментов.
Целик имеет микрометрические винты регулировки по горизонтали и вертикали.
На цилиндре приварен ласточкин хвост для установки оптического прицела. Некоторые версии имеют ластохвост фрезерованный непосредственно на трубе компрессора.
Мушка пеньковая в пластиковом намушнике.
Ложе крепится в трех точках. Два
винта за передний П образный кронштейн, третий снизу в задний П образный кронштейн(для старых вариантов лож).
Новые ложи крепятся двумя винтами снизу.
Порядок сборки-разборки можно посмотреть на видео ниже
С 2023г новые МР-512 в сертификации до 7,5Дж имеют так называемую "неразборную" конструкцию.
Для предотвращения разборки в задник установили второй шпенек, маленький штифт, который упирается в противоположный край паза и не дает повернуть колодку.
Что с этим делать я описал в отдельном обзоре расположенным по этой ссылке.
МР512 по праву может считаться народной винтовкой.
+ Достаточно надёжная, простая конструкция
+ Сносно стреляет для столь дешевой винтовки, кучность нормального экземпляра из
коробки около полутора сантиметров на десять метров
+ Конструктор, непочатый край для доработок, относительно легко и результативно апгрейдится
+ Малая цена
Итак, что же такое апгрейд? Это не только повышение мощности, но и доработка конструкции и устранение недостатков.
На что надо обратить внимание в первую очередь, держа в руках новую винтовку?
Доработка взвода.
Первое и самое важное, что надо доработать в винтовке это взвод.
Неправильный
угол зацепа тяги и поршня приводит к тому, что зачастую поршень задирает
цилиндр.
Этому же способствует неправильная смазка или использование силиконовых смазок.
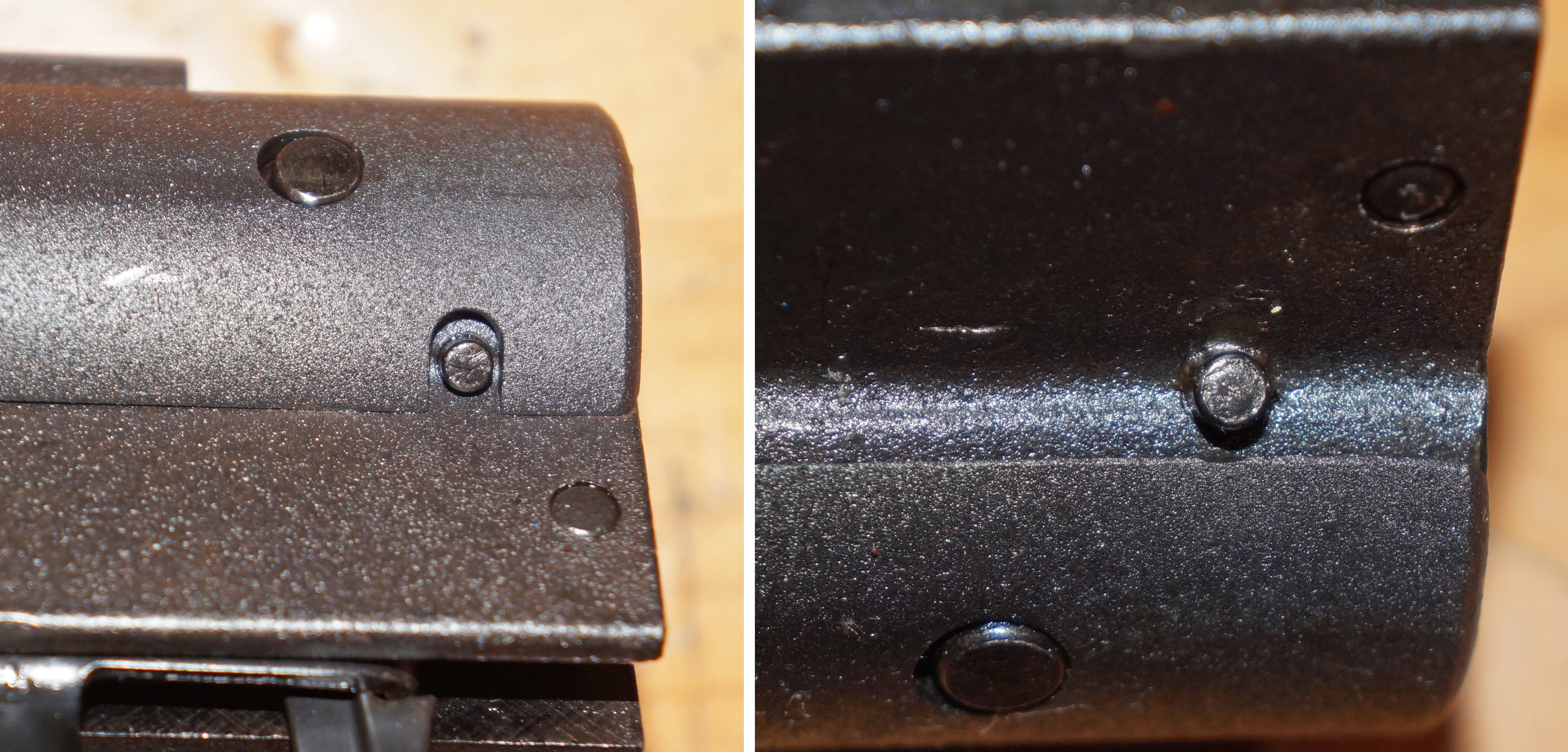
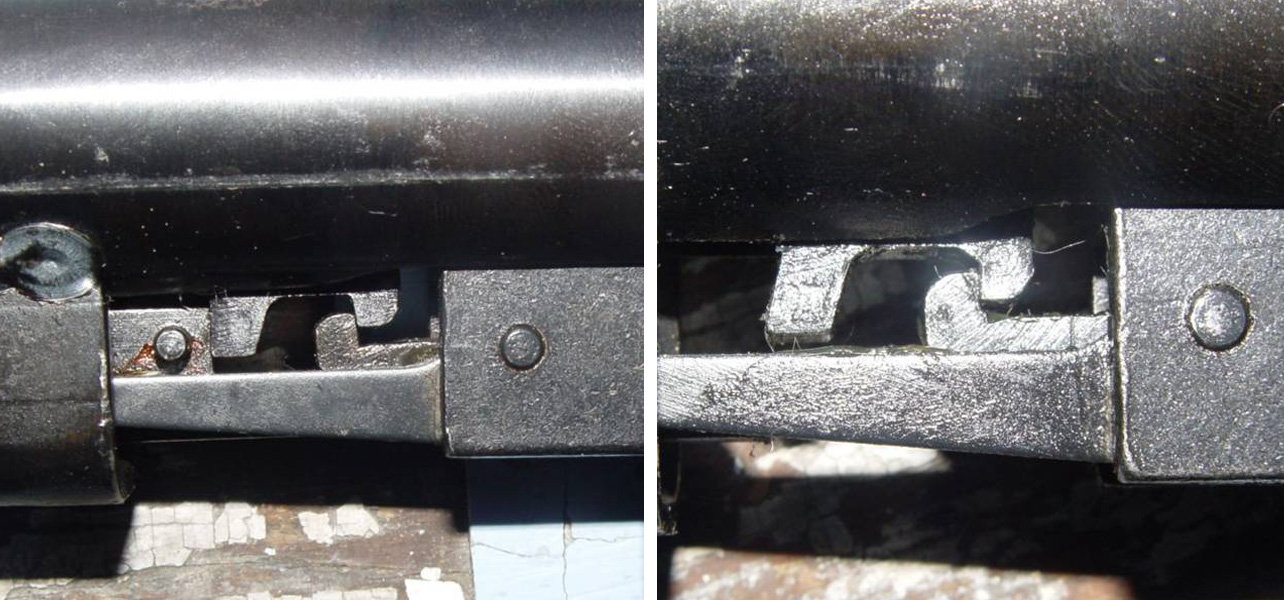
В особо запущенных случаях, результат выглядит так.
На первом фото просто недоработанный взвод, плюс газовая пружина.
На втором фото все тоже самое, плюс силиконовая смазка.
Проблема заключается в том, что место контакта тяги взвода и поршня сильно смещено от оси движения поршня, в результате чего образуется момент стремящийся перекосить поршень.
Решение проблемы, задать наклон контактной поверхности для компенсации возникающего момента.
Я наклоняю контактные плоскости на тяге взвода и зубе поршня на 4-5 градусов.
Так же необходимо чуть сместить плоскость отвечающую за взведение шептала, без изменения угла. Это необходимо в виду того, что после обработки контактных поверхностей шептало будет подниматься чуть раньше и может встречаться с зубом поршня. Для компенсации этого эффекта и производится доработка взводящей плоскости.
Добавлено в начале 2014г
С конца 13г начали делать новый поршень, он уже имеет наклон зуба 3гр на сторону.
Сделал такой же наклон на тяге, в принципе хватает.
Ситуативно, на новых мурках можно перетачивать только тягу взвода.
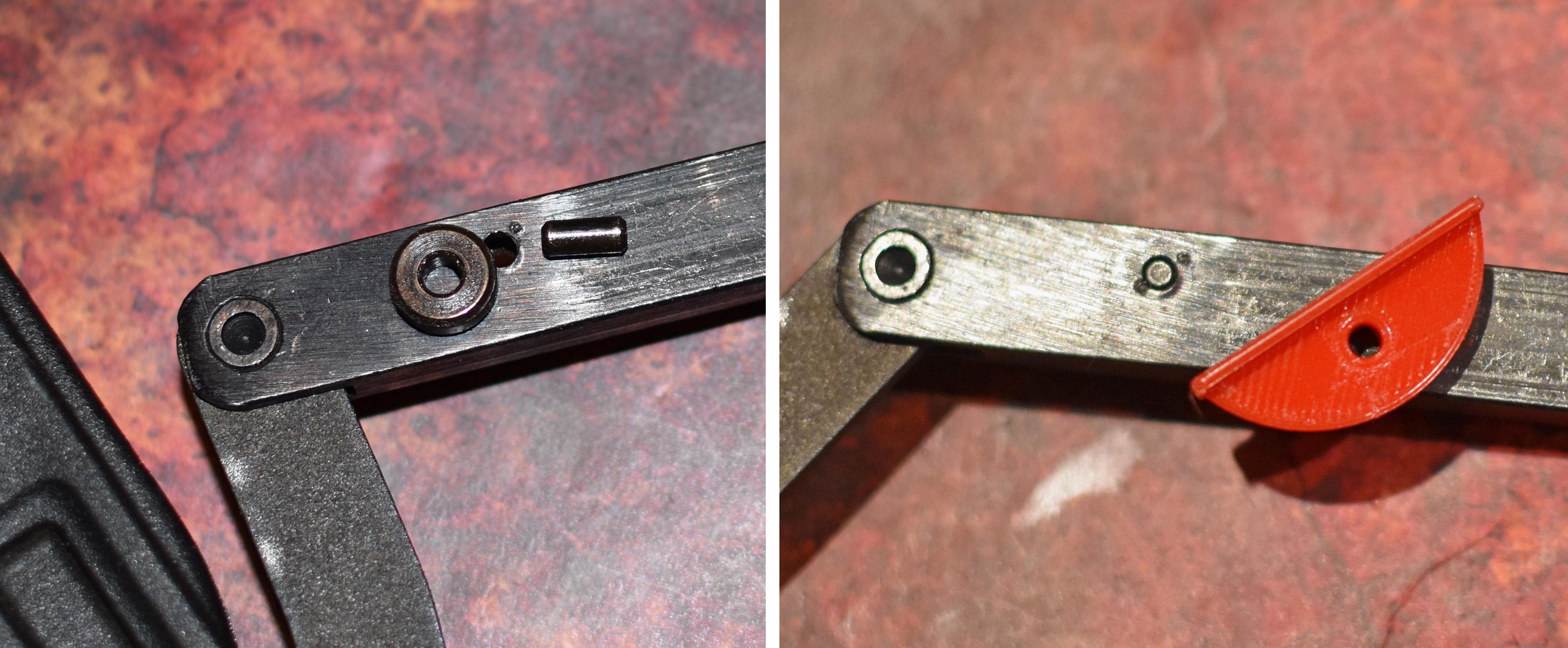
Многие жалуются на ролик расположенный на тяге взвода. Однако после доработки взвода проблем с ним нет.
Тем не менее, бывает, что ролик заклинивает на оси и не крутится, либо отверстие ролика смещено от оси и тогда он заклинивает уже в процессе работы.
В таком случае ролик требуется заменить пластиковой лыжей. Можно заменить колесико и превентивно, т.к. в любом случае пластиковая лыжа-ползун работает приятнее и мягче.
Деталь можно выточить буквально по месту, напильником из куска капролона.
Я печатаю лыжу на 3D принтере.
Добавлено в 2024г
В МР-512С, которые сертифицированы в категории до 3Дж и на которые приходится большая часть продаж, исчез ролик с тяги взвода!
Вот такая вот оптимизация, в результате которой тяга довольно быстро начинает грызть компрессор.
Приходится сверлить и вставлять в тягу таблетки-сепараторы из пластика. Подробнее я описал в отдельном обзоре доступном по этой ссылке.
Доработка спуска.
Дальше можно доработать спусковой механизм.
Есть три основных момента:
1. Надо сделать спуск мягче; 2. Надо
сделать спуск короче; 3. При желании можно убрать «провал» после срыва шептала с уступа
спускового крючка (СК).
Делаем
спуск мягче
Внимание! Описанные ниже работы, в случае неквалифицированного исполнения, могут привести к бесповоротной порче вашего спускового механизма, к срывам поршня и самострелам!
Если вы не имеете опыта заточных работ, не до конца понимаете работу механизма и не уверены в своих силах на 100%, настоятельно рекомендую пропустить этот пункт.
Чтобы сделать спуск мягче, надо:
1. Изменять угол
зацепления шептала с поршнем; 2. изменить угол уступа спускового крючка 3.
Отшлифовать и отполировать соприкасающиеся поверхности шептала и поршня; 4.
Отшлифовать и отполировать соприкасающиеся поверхности шептала и СК; 5.
Убедиться в отсутствии заусенцев на оси шептала, а если они есть – убрать
их.
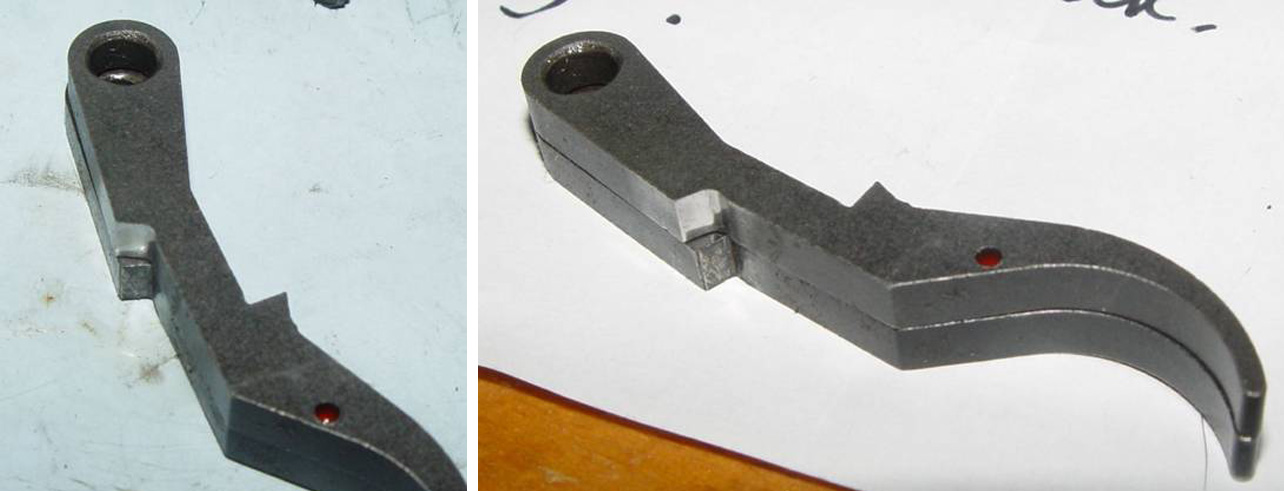
Сначала
правится зацепление поршень-шептало
В заводском варианте на шептало от поршня передается значительный крутящий момент, немалая часть которого из-за простоты конструкции передается на СК.
Надо править, проводим перпендикуляр на шептало и от него еще 2-3гр на сторону. Получается вот так(справа)
Есть и еще некоторые загвоздки.
Уступ на спусковом крючке с завода тоже имеет неправильный угол, радиус от оси вращения до конца уступа больше радиуса от оси до основания.
В результате при нажатии на ск, мы воздействуем на шептало в сторону увеличения зацепа с поршнем против усилия боевой пружины.
В идеале, радиус от оси до любой точки уступа должен быть равен, но к сожалению технологически очень трудно вывести радиус на уступе. Но правильно выведенная плоскость работает тоже хорошо.
Я перепробовал множество вариантов, но наиболее хорошо получается на значении 110 гр, плюс 5гр от оригинала.
Полку шептала просто надо чуть подравнять.
Соответственно после надфиля идет обработка шкурками на оправке и финальная доводка пастой ГОИ.
В результате данных манипуляций усилие спуска уменьшается с паспортных 2-3,5кг до 500-800гр.
Добавлено в 2020г
К сожалению, завод забрал у любителей возможность доработать угол на спусковом крючке.
Отныне крючки производятся по MIM технологии и конструкция детали не позволяет внести изменения..
Добавлено, ноябрь 2022г
Шептало так же стали изготавливать по технологии MIM.
Выглдядит деталь весьма противоречиво, но изменение не повлияло на работоспособность и пригодность к доработке.
Недостатком можно считать несовпадение на стыке формы. Если на спусковом крючке просто имеется шов, который можно убрать, тут одна половина имеет некоторое смещение относительно другой.
Не советую пытаться полностью выбрать несовпадение, т.к. можно сделать хуже. Тем более, новая деталь заметно тверже старой и даже половинная площадь контакта будет вполне достаточной.
В остальном, доработка остается прежней. Дорабатывается угол зацепа с поршнем и слегка шлифуется площадка-опра под спусковой крючок, без изменения угла.
Делаем
спуск короче
Чтобы сделать спуск короче, есть два простых метода:
1) Поставить поперечный винт/штифт, который ограничит движение СК вперед при взводе. Тогда уменьшится длина зацепления уступа СК с шепталом. Метод описан здесь.
2) Уменьшить длину уступа на СК. Этот метод плох тем, что он необратим. Сам метод описан тут .
И еще – никто не мешает воспользоваться комбинацией этих методов.
Установите штифт. Если спуск все еще недостаточно короток – уменьшите уступ.
Уменьшили уступ чересчур сильно? Подпилите штифт! Перестарались? Спуск опять слишком длинный? Выточите новый штифт! Устраняем «провал»
«Провал» (холостой ход СК после срыва шептала) убирается установкой в пружинку СК кусочка стержня от гелиевой ручки, или какого-то другого цилиндрического прутка подходящей длины и диаметра.
Тем не менее, я не рекомендую через чур увлекаться и сильно сокращать ход спуска.
Механизм МР512 не блещет прецизионностью исполнения. Люфты деталей и самой колодки спуска могут привести к тому, что на малых перекрытиях спуск не будет работать надежно.
А надежность, это главная характеристика любого спускового механизма.
Не забывайте, что спуск должен быть безопасным.
При отложенном выстреле, в идеале, перекрытие шептала и спускового крючка должно возвращаться в исходное положение.
Если вы все сделали правильно, то при отпускании крючка он вернется на свое первоначальное место.
Это будет выглядеть так
В 2019 году, я ради академического интереса переделал спусковой механизм МР512 более кардинально.
Проект некоммерческий, при желании любой может взять его за основу собственной конструкции.
Но, настоятельно не рекомендую что то срисовать с монитора в надежде заказать детальки у дяди и получить результат.
Для построения спускового механизма надо обладать хорошим пониманием принципов механики. И точно знать что, зачем и почему так.
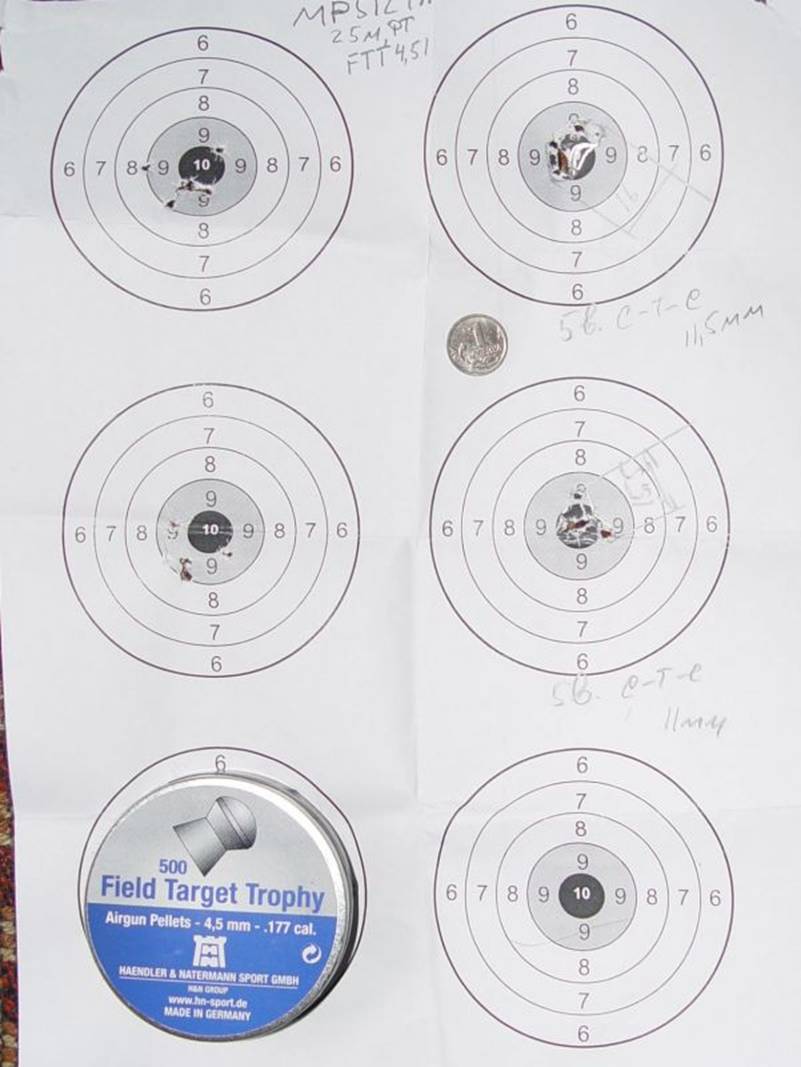
Если все сделано правильно и подогнано под особенности стрелка, Мурка вполне может показывать кучность в районе 2-2,5см на 25м.
Иногда бывают и более красивые мишени.
Утяжеление
ствола
Для большей инерциональности на ствол можно повесить надульник массой 200-250гр., можно и 300, но это на
любителя.
При желании можно выточить надульник и с возможностью сохранения штатной мушки.
Дальнейшая доработка. Что еще можно сделать?
Комплекс включает в себя:
Растачивание задника под установку более мощной пружины(не требуется на винтовках после 2008г.в.)
Уменьшение диаметра отверстия перепуска(с заменой уплотнения на винтовках от 2008г.в.)
Установку направляющей или телескопической направляющей(при сборке на витой пружиной)
Установку газовой пружины
Переделка казенной части ствола в случае наличия заводских дефектов.
Необходимые детали и материалы
Для начала надо купить и/или изготовить все необходимое. Потребуются:
Купите хронограф, именно так, первым делом, в том числе и для контроля законности доработки. Желательно рамочный.
Или пружина для винтовки Gamo Hunter 440 (не нарвитесь на подделку!)
В случае сборки на витой пружине, утяжелитель поршня для МР512 (можно заказать у токаря). Рекомендуемая масса 100-120гр для переделанного казенника и 60-80 для не переделанного.
Расточить колодку спуска до глубины 31мм(для винтовок до 2008 года выпуска)
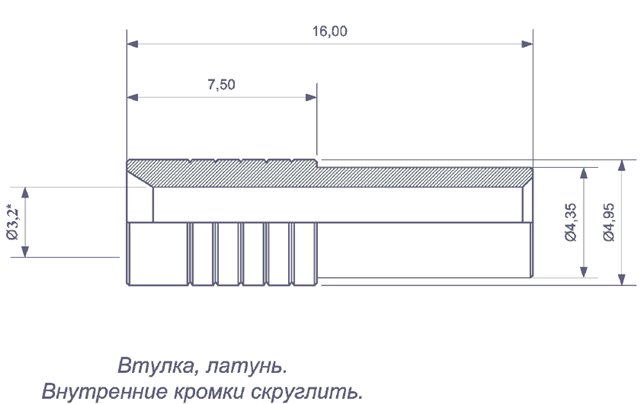
Втулка в перепуск
Манжета от Петрухи
Подробнее о настройке пружинно-поршневых винтовок можно почитать в моем обзоре посвященном данной теме.
Применительно к МР-512 и настройке с газовой пружиной на энергию 7,5Дж я снял небольшое видео-руководство
Итак, все что нужно мы купили и изготовили, переходим к самому процессу увеличения дульной энергии.
Расточенный задник. Актуально только для винтовок до 2008 года выпуска!
Растачиваем для установки газовой пружины или пружины от винтовки Gamo Hunter 440.
Растачиваем до общей глубины 31 мм. Резцом или сверлом переточенным на 180гр
Важно, плоское, перпендикулярное дно.
Начиная с конца 08 - начала 09гг, МР512 имеет глубокий задник уже с завода.
Утяжелитель поршня
Используется при сборке с витой пружиной.
Это один из
вариантов.
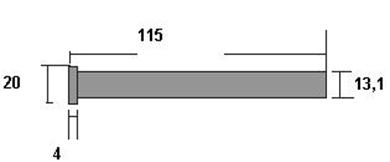
А вот эскиз телескопической направляющей
Добавлено в начале 2014г
В конце 2013г, завод изменил конструкцию поршня, теперь его вес составляет 157гр, это стоит учитывать.
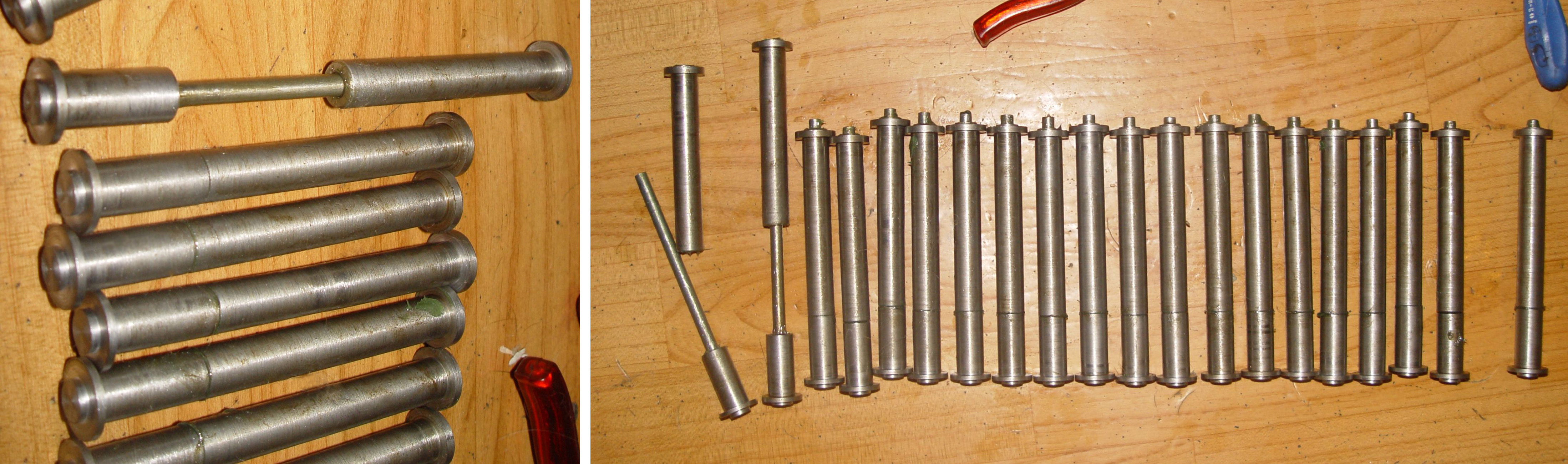
Уменьшение диаметра отверстия перепуска
Втулка вставляется в родную уплотнительную
резинку
Начиная с конца 08г. стали появляться новые, зауженные резинки перепуска. Т.к. отверстие в металле получается шире отверстия в резине, то при выстреле резинка течет и пропускное сечение сильно уменьшается. Требуется поставить резинку старого образца с вышеуказанной втулкой.
На момент 2020г зауженные резинки пропали, с завода ставят опять нормальные.
Манжета.
Как уже было сказано выше, абсолютно все МР512 имеют один очень неприятный технологический недостаток.
Сужение компрессора в конце хода поршня и скругление на переходе от стенки к дну.
В результате этой неприятности почти все манжеты, в том числе и оригинальная, попросту слеживаются и перестают держать компрессию.
Тут можно пойти двумя путями.
Заливать заводские манжеты для увеличения их жесткости или просто купить хорошую кастомную манжету от Петрухи. Она имеет значительную толщину юбки, а сам материал обладает пониженной текучестью. В результате этого она почти никогда не слеживается и может работать годами, даже в условиях ужасных мурочных компрессоров.
Можно конечно взять родную манжету, вставить в канавку резиновое колечко и сверху залить силиконовым герметиком.
Оба варианта допустимы, но лучше купить отличную, готовую вещь:)
Заливать манжеты в третьем десятилетии 21 века, это как стирать пакетики, а потом сушить их на бельевой веревке.
Это время просто ушло..
Переделка
казенной части ствола
На нынешний момент завод не производит винтовок со стальной муфтой ствола. По этой причине данный пункт для современных винтовок не актуален.
Вот такие муфты можно встретить на МР512
Сверху вниз: Стальная муфта, старый пластик(самый редкий 2006-2007г.в.) и новый пластик
Заводская казенная часть ствола имеет плавный и глубокий заход на нарезы и соответственно низкое усилие страгивания пули, что не всегда отвечает поставленным задачам.
Тем не менее, даже заводской казенный вход, если не выявлена кривизна и несоосность обычно не требует вмешательства.
В целом процедура совсем не обязательная, скорее приятный бонус для любителей поработать руками. Звучит несколько двусмысленно, но в контексте доработки мурки без этого никак :D
Переделывается казенник следующим образом.
Для начала надо выточить абстрактную чушку на штатную резьбу ствола. Напомню, резьба 12 шаг 1.
Затем извлечь ригель и вместо него вставить хвостовик
сверла 9 мм, но лучше выточить пробойник с запасом по длине.
Не экономьте 30 р, силы и нервы дороже, не используйте для этой
цели болты 8ки.
Уперев чушку во что-нибудь потяжелее и покрепче, бьем сверху по сверлу молотком потяжелее, я использую 700-граммовый.
Ножовкой по металлу отрезаем торчащий участок ствола. Рекомендую не экономить и купить биметаллическое полотно.
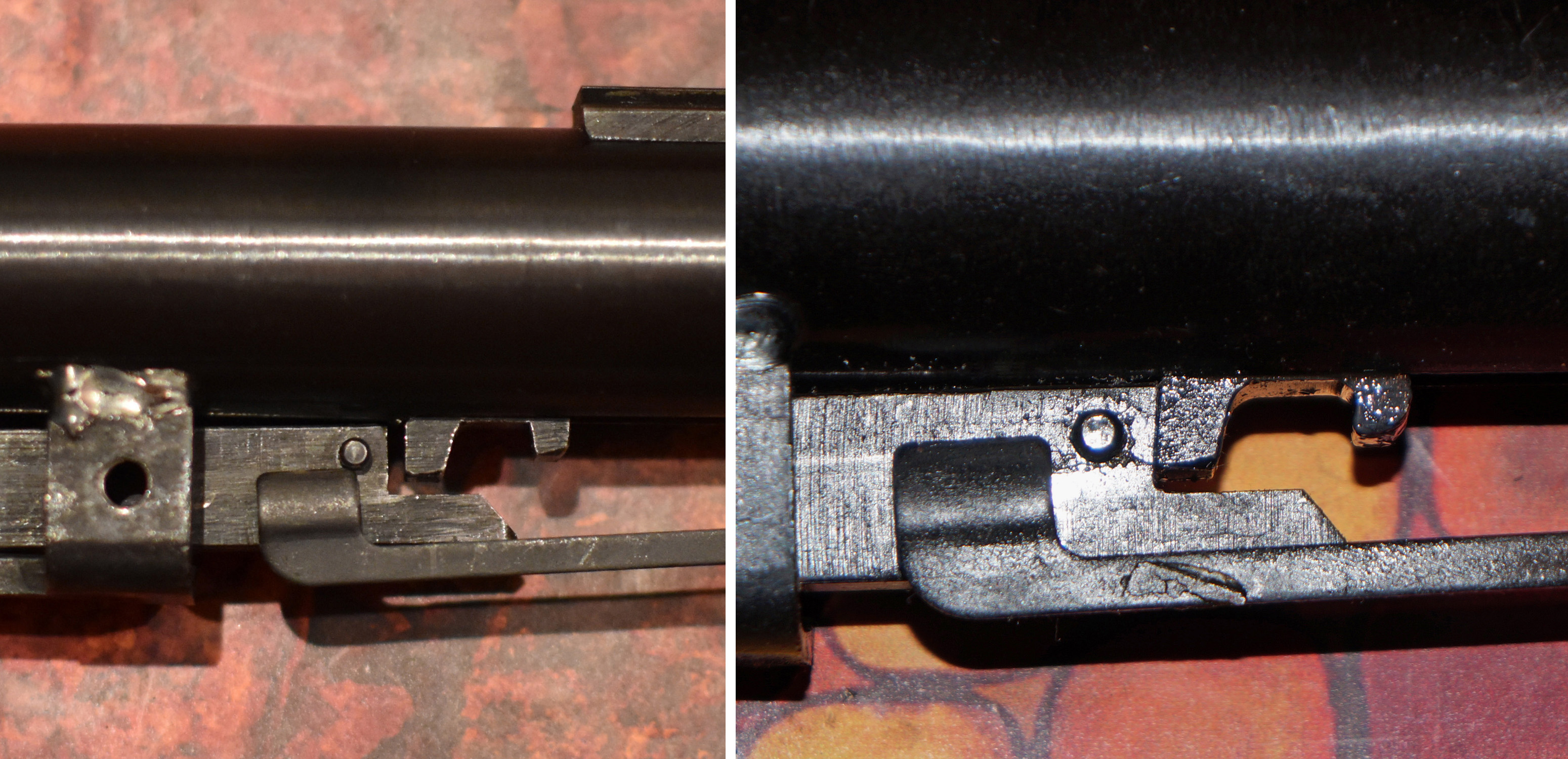
На фото ниже показан конечный результат, после отпиливания надо будет восстановить отверстие под ось ствола.
В следствии того, что ствол сдвинулся, отверстие под ось частично закрыто стволом. Надо будет аккуратно убрать появившейся сектор.
Рекомендую использовать для этого переточенное на 180гр сверло 6мм. Сверлить лучше в фрезерном станке, но при должной сноровке это можно сделать даже дрелью, в тисках.
Переточенное таким образом сверло достаточно легко контролируется и почти не уводит.
Далее широким, плоским напильником ровняем казенник после отпиливания, иногда прикрепляя ствол и проверяя положение муфты относительно компрессора в закрытом состоянии.
Иногда, еще до работы ствол с муфтой смотрят вверх.
Это бывает по причине заводского брака. Недаром второе имя мурки, ижевская клюшка :)
При этом казенный срез на муфте ствола может быть параллелен ответной поверхности на компрессоре, а может и нет.
В обоих случаях придется оставлять припуск, выступание ствола, формировать нужный угол(5гр на сторону), а затем штифтовать ствол в муфте.
После выравнивания делаем казенную фаску.
Не стоит забывать, казенная фаска должна быть соосной каналу ствола, а не казенному срезу, который наклонен на 5гр. В идеале фаску надо аккуратно расточить резцом по направлению изнутри-наружу. Но можно обойтись и острой зенковкой с углом заточки 60 или 90гр, но в таком случае фаску надо делать с небольшим запасом по глубине, еще до формирования угла казенного среза.
В отличии от дульной фаски, кромка которой обязана быть острой, казенную в ряде случаев допустимо чуть зашлифовать шкуркой.
Затем обворачиваем напильник шкуркой 120, а затем 240 и без фанатизма шлифуем поверхность.
Выводить большие зернистости и тем более полировать казенный срез не нужно.
В конце проверяем установку ствола.
Первично можно проверить даже по параллельности рогов и верхней плоскости муфты ствола.
Полировка
компрессора
Нет.
Просто нет.
Не занимайтесь вокзальщиной, не надо в погоне за мнимым блеском еще больше портить и без того косячную вещь.
Прицельная планка и прицел
Отдельно стоит упомянуть про ластохвост (жаргонное
название прицельной планки с пазом формы «ласточкин хвост»).
Иногда встречается брак сварки и ластохвост вместе с прицелом попросту отрываются. Чаще лопается только одна, передняя точка.
Но не всегда это происходит в следствии брака, оторвавшаяся планка может сигнализировать о неправильной настройке и излишне сильной пружине.
Прицел надо подбирать крепкий, а лучше тот, на который в магазине готовы дать гарантию.
Чудес не бывает и среди всего китайского хлама, который обычно водружают на мурку имеется определенный процент брака, который никак невозможно диагностировать заранее и который никак не зависит от буковок которые китайцы написали на своем изделии.
Умерший прицел, это не означает, что он развалился физически.
Но если сегодня вы его пристреляли, а завтра этот процесс можно начинать заново, это оно, прицел поплыл.
Из недорогих прицелов неплохой надежностью обладают вологодские прицелы ВОМЗ, но и с ними бывают сюрпризы.
Конечный
Итог
Если вы все правильно сделали, то перед вами будет приятная в обращении
винтовка с кучностью около 2-3 см на 25 метров. Она будет
радовать вас как при стрельбе по бумаге, так и при ненавязчивой развлекательной стрельбе.
МР512 после работы, это винтовка совсем другого уровня. Лишена своих детских болезней, таких
как вибрации, плохой спуск, плохой баланс. Точная, кучность на уровне
более дорогих винтовок, иногда даже превосходя их. При меньшей
стоимости она будет успешно конкурировать в развлекательной стрельбе по банкам с винтовками Hatsan, Crosman, Stoeger и
другими представителями среднего ценового уровня.