На полках оружейных магазинов очень широко представлена продукция фирмы Gamo.
В данном обзоре я рассмотрю наиболее популярную серию, винтовки с компрессором 25*100.
Это переломки Hunter 440, Maxima, весь модельный ряд Shadow, Whisper и Viper, CFX, CFR, а так же новая IGT серия, с предустановленной газовой пружиной.
Все перечисленные винтовки построены на одной базе и взаимозаменяемы по всем расходникам, имеют один спусковой механизм.
CFX, CFR и CF30 взводятся подствольным рычагом, остальные переломки и отличаются только ложами и в мелочах.
Продукция Gamo, это своего рода, "золотая середина". Крепкий средний класс, без каких либо серьезных проблем и по весьма умеренной стоимости.
Они имеют вполне достаточный потенциал по мощности и сделаны качественнее, чем близкие по цене Hatsan, Crosman, Stoeger и прочие.
Так же, в некоторых аспектах, они имеют преимущество в конструкции над более дорогими испанскими Norica и Cometa.
Подтверждением удачности конструкции служит и большое количество клонов разного качества, китайские Crosman quest/phantom,Benjamin Trail NP, ВАМ19, Stoeger x10,20, частично Remington genesis, Remington NPSS, а так же турецкие Krall, Torun, Ares, Strong и др..
Есть еще английская BSA Meteor. Некоторые решения примененные в Meteor МК6 послужили основой для создания, Gamo Hunter 440
Современное, восьмое поколение, уже наоборот, представляет собой ребрендинг Gamo Hunter 440.
В конце концов, даже немцы сделали очень неплохую винтовку на основе конструкции Gamo, модель называется Walther Terrus
В целом качество винтовок Gamo можно оценить как удовлетворительное. После небольшой и не сложной подготовки они готовы к использованию, а после некоторых доработок могут составить конкуренцию и винтовкам более высокого класса.
Однако, пожалуй главной особенностью винтовок Gаmo является неготовность F версий к стрельбе из коробки без существенного снижения ресурса.
Ослаблены они не слабой пружиной или уменьшением хода поршня, как большинство мощных винтовок.
В продукции начиная с 2012г.в. ослабление выполнено зауженным перепускным отверстием.
В случае с CFX, что бы добраться до перепускного отверстия надо будет извлечь клип.
При стрельбе без восстановления сильно увеличены нагрузки на пружину, буквально один выстрел за десять.
Пружина моментально искривляется и приходит в негодное состояние. Тяга взвода задевает и шоркает за витки пружины. Сама пружина рано или поздно лопается.
Так же возможно разрушение втулки-поджима пружины. Материал втулки пластик. Осколки попадают в спусковой механизм, винтовка перестает вставать на взвод.
Причем это не возможный вариант развития событий, а гарантированный, это всего лишь вопрос времени.
Все это легко устранимо, но зачем доводить до поломки?
Дополнено, июль 2021.
В свете принятого Федерального закона от 01.07.2021 N 281-ФЗ, потребуется настроить пружину таким образом, что бы не попасть под усмотренную законом ответственность. Настоятельно рекомендую его прочитать и сделать соответствующие выводы.
Более подробное разъяснение по пружинам ниже.
Если вы не уверены в точности своей настройки и/или не имеете соответствующего опыта, настоятельно рекомендую все это пропустить.
Часто, владелец не успевает покинуть магазин, как ему тут же услужливо предлагают провести "предпродажную подготовку", а заодно и "усилить" приобретение.
Но не спешите радоваться, обычно, у такого рода магазинных мастеров нет желания ковыряться с вашей винтовкой, а иногда и вовсе ее разбирать.
Винтовка взводится, а затем перепуск рассверливается прямо через ствол, в удлинителе :(
Думаю не надо лишний раз говорить, как это отражается на самом канале ствола. В придачу, стружку никто не убирает и все это перемалывается очень и очень долго, потому как новичок, как правило замечает странное, только когда пулька перестает даже выпадать из ствола..
И это еще повезет, если горе мастер опять же вовремя остановится и не просверлит поршень
Само собой, с важным видом они начинают рассказывать что так и надо, что это заводская технология и даже вот, имеется "специальное сверло Gamo"!
Помните, никаких "специальных сверел Gamo" не существует!!
Это развод и обман.
Делать так ни в коем случае нельзя!
Подробнее, о казусах связанных с послепродажной подготовкой, я писал тут
После покупки желательно сразу приступить к расконсервации и доработке. Разбирается винтовка не сложно.
Вот порядок разборки винтовок нового образца на примере CFX / CFR
Откручиваем три винта крепления ложи, два спереди, один сзади в спусковой скобе. Винты имеют голову под ключ Т25. Настоятельно рекомендую не ковырять разными неподходящими предметами, а купить сразу подходящую отвертку. Потом все равно пригодится:)
Прячем в закрытую коробочку ролики тяги взвода и П-образную втулочку. Осторожно, детальки очень важные
Потеряв П-образную скобку, тяга взвода, за полбанки пуль раздерет и прогрызет компресор снизу так, что винтовку невозможно будет взвести.
Все это будет сопровождается скрежетом и хрустом, с образованием металлической стружки.
В особо запущенных случаях, кромпресор отправляется на помойку, а остальное железо в разбор. Из-за пренебрежения маленькой, якобы не важной пластмассовой деталькой..
Потеряв ролик на тяге взвода, в конце взвода, будет слышен металлический щелчок.
Это тяга взвода отходит от компресора, а поршень с разгона ударяться в шептало. Рано или поздно шептало не выдерживает и лопается, что влечет за собой замену спускового механизма в сборе..
Отверткой подцепляем и вытаскиваем пружинку автоматического предохранителя. Затем сдвигаем сам предохранитель по направлению к стволу и снимаем его.
Выдавливаем штифт задника, уперев компресором в пол или стол. Под задник лучше подложить старую манжету, или монетку мелкого номинала. Не выбивайте и не забивайте штифт молотком, иначе порвете резиночки, в колодке спуска.
После этого можно вытащить пружину и поршень
Для переломок на этом разборка будет закончена. Для ЦФХ может потребоваться извлечь клип, например для замены резинок или восстановления мощности.
Подцепляем отверткой и вытаскиваем ручку клипа. Затем со стороны ствола выталкиваем клип латунным шомполом.
Извлекаем клип, меняем резинку и рассверливаем отверстие до 3 мм.
Заранее предупреждаю возникающий вопрос, не 3,5 и не 4, а именно 3мм! Сверлить надо с передней части клипа для того что бы сверло имело направление.
После этого, с обратной стороны снимите небольшую фаску сверлом 5мм.
В случае с переломкой потребуется снять ствол.
Откручиваем винт-ось ствола отверткой Т25. Тут возможны варианты.
Есть два типа винтов. Один с проточкой, откручивается легко. Другой без проточки, обычно очень сложно стронуть, часто в нем ломаются биты и отвертки не выдерживая крутящего момента необходимого для раскручивания. Бывает, что и наоборот, но обычно именно так.
Есть простой способ увеличения жесткости биты. Ее следует банально укоротить на 1.5-2мм
К сожалению и этого не всегда бывает достаточно, но в большинстве случаев помогает.
В случае, если винт выкрутить не получается, не спешите его высверливать, нарезать шлицы, ковырять разными предметами и все такое прочее.
Рассверливайте голову сверлом 5мм, сверлить надо на глубину 5-6мм, это глубже оригинального углубления.
После этого забивайте в отверстие биту Т30 и выкручивайте винт воротком.
Винт ствола в таком случае понадобится новый, вот ориентировочный эскиз, который надо обязательно сверять по месту.
Но, изготовить такой винт не так уж и просто, на голове проточен конус 1 к 20. Стоит прослабить диаметр всего 5 соток и винт провалится внутрь на глубину 1мм и упрется в муфту ствола! Этого допускать нельзя.
Заводские винты проточены с допуском на диаметр головы не больше 0,01мм! Большинство любительских станков не могут обеспечить такую точность, без ручной подгонки.
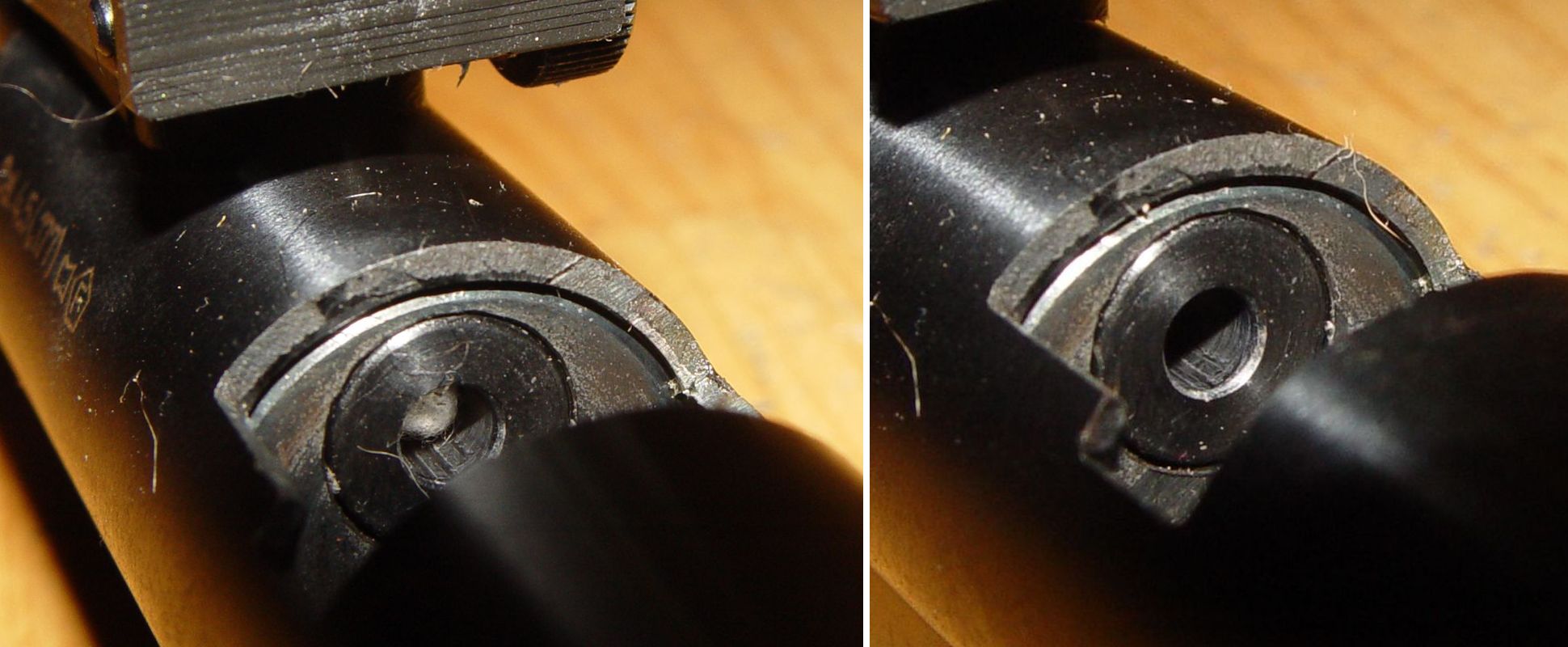
После того, как нам все же удалось разобрать шарнир, приступим к возврату винтовке здоровья:), а именно рассверливаем пломбу-зачеканку в перепуске
Изначально пломба немного выпуклая наружу и сверлом весьма непросто попасть в центр. Первоначально, для центровки чуть заглубляемся сверлом 5мм, буквально делаем небольшую канавку, для основного сверла. После этого проходим отверстие основным сверлом 3мм. Чистим все от стружки и собираем. Здоровье возвращено:)
Дополнено, июль 2021.
В свете принятого Федерального закона от 01.07.2021 N 281-ФЗ, потребуется настроить пружину таким образом, что бы не попасть под усмотренную законом ответственность. Настоятельно рекомендую его прочитать и сделать соответствующие выводы.
Более подробное разъяснение по пружинам ниже.
Если вы не уверены в точности своей настройки и/или не имеете соответствующего опыта, настоятельно рекомендую все это пропустить.
Теперь рассмотрим разборку винтовки выпуска до 2010г
Откручиваем три винта крепления ложи
После снятия ложи сразу прячем в коробочку ролик и П-образную детальку с тяги взвода.
Так же не забываем снять и спрятать проставку между колодкой спускового механизма и болтом крепления
.
Тоненькой отверточкой снимем пружинку и контрящую шайбочку с тяги предохранителя и снимаем тягу
Затем ключом на 10 откручиваем болт крепления спускового механизма.
Упираем винтовку задником в пол и выдавливаем штифт крепления задника, стараемся обойтись без молотка.
Плавно отпускаем, извлекаем задник и направляющую, достаем пружину.
Теперь можно снять сам спусковой механизм. Легонько ручкой отвертки сбиваем его назад и помогаем выйти.
После извлечения спускового механизма можно вытащить поршень.
На этом разборку можно считать оконченной.
При сборке винтовок старого образца, а так же клонов, стоит помнить, что шептало должно лежать на полочке компресора. Нельзя допускать проскакивание шептала внутрь компресора. Винтовка в таком случае не взведется. Если же установлена газовая пружина, то каленое шептало, под действием пружинки оставит вмятину на уплотняемом штоке, что непременно приведет к порче пружины!
К числу обязательных доработок можно отнести заделку отверстия в поршне на винтовках до 2012г и обработку пазов компрессора.
Поршень можно просто заменить на недырявый. Можно заварить отверстие. Можно выточить клепку из алюминия или мягкой стали и заклепать(не желательно). Можно нарезать резьбу и вкрутить винт на герметик. Остановимся на описании последнего метода как наиболее популярного.
Дополнено, июль 2021.
В свете принятого Федерального закона от 01.07.2021 N 281-ФЗ, потребуется настроить пружину таким образом, что бы не попасть под усмотренную законом ответственность. Настоятельно рекомендую его прочитать и сделать соответствующие выводы.
Более подробное разъяснение по пружинам ниже.
Если вы не уверены в точности своей настройки и/или не имеете соответствующего опыта, настоятельно рекомендую все это пропустить.
Нам понадобится:
Тиски
Дрель
Сверло 3,2мм
Метчик М4 и вороток к нему
Винтик М4
Ножовка по металлу
Напильник плоский, либо треугольный
Силиконовый герметик, либо фиксатор резьбы.
Зажимаем поршень в тисках за голову, т.к. вальцовка проворачивается. На малых оборотах начинаем рассверливать отверстие сверлом 3,2мм. Поршень цементированный, поэтому в начале может показаться трудно, но как только сверло углубится на пару мм процесс пойдет очень просто. Рассверлить отверстие нужно до конца, насквозь.
Затем берем метчик М4 и режем резьбу, примерно на половину глубины, дальше не надо.
Наносим на винт герметикк, либо фиксатор резьбы и закручиваем до упора. Винт можно смело крутить со всей силы, до тех пор, пока не отломится.
В большинстве случаев винт ломается чуть выше грибка и требуется выровнять плоскость напильником :)
Пазы компрессора на винтовках Gamo штампованные, в следствии чего они имеют острые края.
Перед тем, как начать обрабатывать пазы компрессора, необходимо заткнуть рабочую часть компрессора тряпкой, во избежание попадания мелкой стальной стружки.
Обработать пазы можно двумя способами.
Снять фаски на пазах и отверстиях шаберами, либо скруглить надфилями.
Во втором случае, понадобятся два вида надфилей, плоский и треугольный\круглый. Плоским надфилем обрабатываем длинный паз тяги взвод, а так же паз спускового механизма, треугольным углубления и отверстия. Особенно внимательно надо отнестись к обработке отверстий под штифт крепления задника и пазов спускового механизма.
Но более технологичный, быстрый и аккуратный способ, воспользоваться шаберами.
Очень хорошо подходят наборы, в которых имеются шаберы для обработки различных пазов и отверстий. Лезвие инструмента вращается в подшипнике, что позволяет снять аккуратную фаску с внутренней стороны отверстия, одним движением. Короткие, сложные участки обрабатываются классическим трехгранным шабером.
В последнее время часто встречается ситуация, когда пятка тяги взвода, при обратном ходе после взведения, царапает цилиндр газовой пружины.
Лечится это несложно. Лепестковой насадкой для дрели или бормашинкой, продольными движениями, закруглите задний торец пятки тяги взвода и слегка притупите грани сверху.
Так же, иногда можно столкнутся с тем, что тяга взвода на переломках несколько отклоняется в сторону во время взведения. Связано это с перекосом возникающим по причине неперпендикулярности торца тяги. Тяга собрана из двух пластин и бывает, что одна пластина чуть выступает вперед.
В таком случае надо аккуратно отторцевать тягу взвода, до касания второй пластины. После выведения перпендикулярной плоскости перекос исчезнет.
Так же, бывает, что манжету требуется заменить уже на новой винтовке в следствии повреждений полученных при первичной, заводской сборке.
Манжеты лучше использовать от Петрухи.
Уникальная геометрия манжет с вогнутой передней поверхностью,
а также уменьшенная ширина обтюрационной канавки позволяют оптимизировать работу компрессора при условии грамотной настройки пружины.
Преимущество манжеты особенно заметно на моделях Gamo CFX/CFR.
Набор реализованных технических решений позволяет моделям CFX/CFR работать так же эффективно, как переломки с равным объемом компрессора!
И что же дальше?
Мы уже расконсервировали винтовку, обработали пазы, тягу взвода, собрали, стреляем и радуемся.
Вроде бы все хорошо, можно стрелять и радоваться, но “это же не наш метод”(С) :)
Доработка спускового механизма.
Внимание!
Описанные ниже работы, не являются обязательными.
В случае неквалифицированного исполнения, могут привести к бесповоротной порче вашего спускового механизма, к срывам поршня и самострелам!
Если вы не имеете опыта заточных работ, не до конца понимаете работу механизма и не уверены в своих силах на 100%, настоятельно рекомендую пропустить этот пункт.
Развернуть/Свернуть
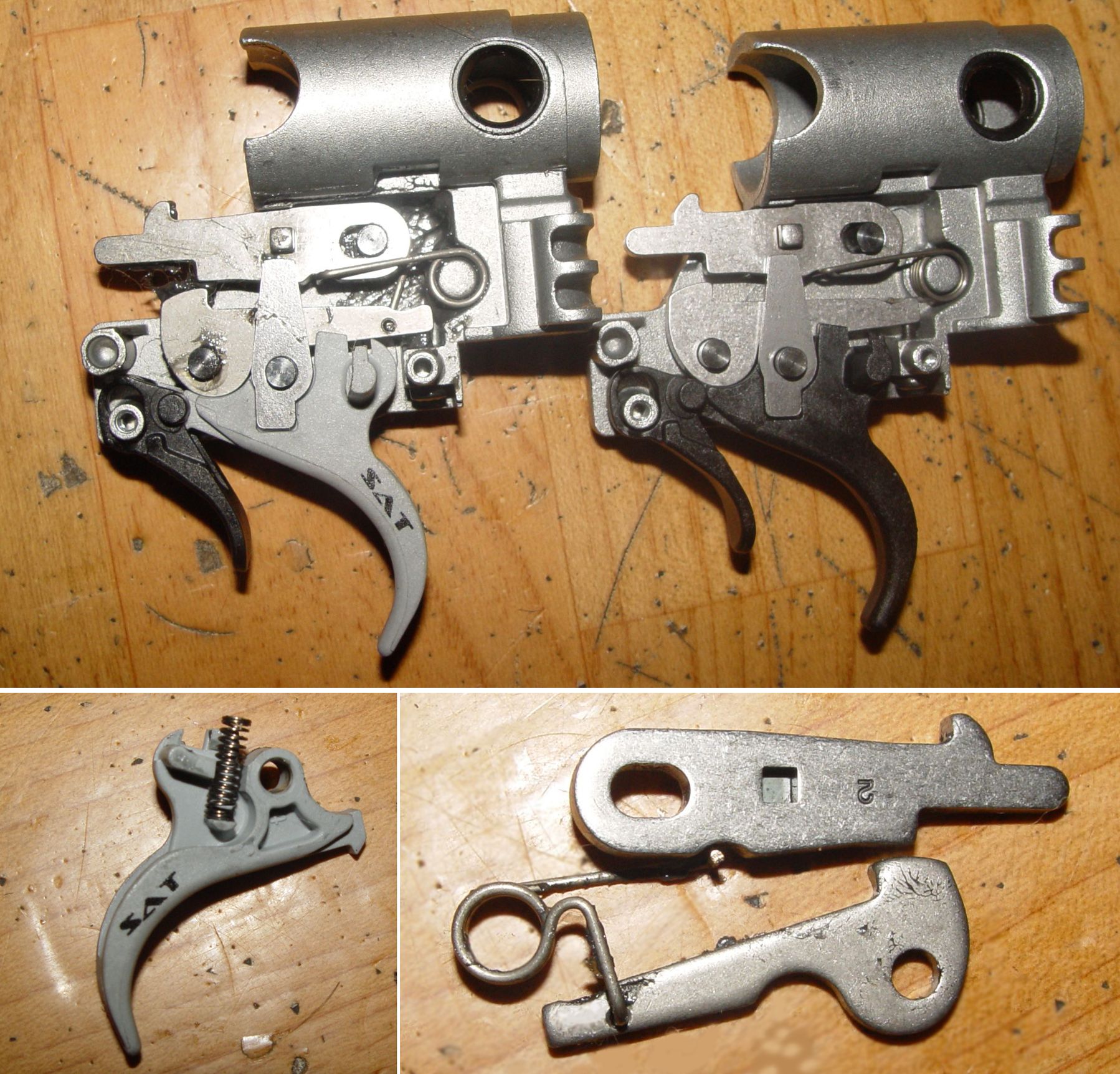
Гамовский спуск не плох, но сделан с запасом по ходу и усилию, с расчетом на новичка. В придачу, штатная регулировка лишь незначительно меняет пропорцию между свободным ходом и рабочим.
Шептала выполнены из хорошей твердой стали, но штампованы с большими скруглениями, что не позволяет механизму штатно работать на малых перекрытиях.
Первое что следует сделать, это аккуратно спилить скругления
Сокращать свободный ход следует установкой шайбочек. Первая шайбочка ставится на ось второго шептала. Она не дает спусковому крючку до конца выпрямится, тем самым сокращает холостой ход. Кроме того, серьезно сокращается люфт второго шептала, повышая однообразие перекрытия. Если надо еще сократить свободный ход можно установить вторую шайбочку на толкающий штифт спускового крючка
Рабочий ход регулируется установкой более длинного регулировочного винта.
При острых гранях шептал перекрытия около 1мм вполне достаточно
Для мягкости свободного хода можно слегка подогнуть пружинку крючка в сторону ее ослабления.
В результате мы имеем нормально регулируемый по ходу спусковой механизм способный работать на малых перекрытиях шептал, с весьма комфортным усилием спуска.
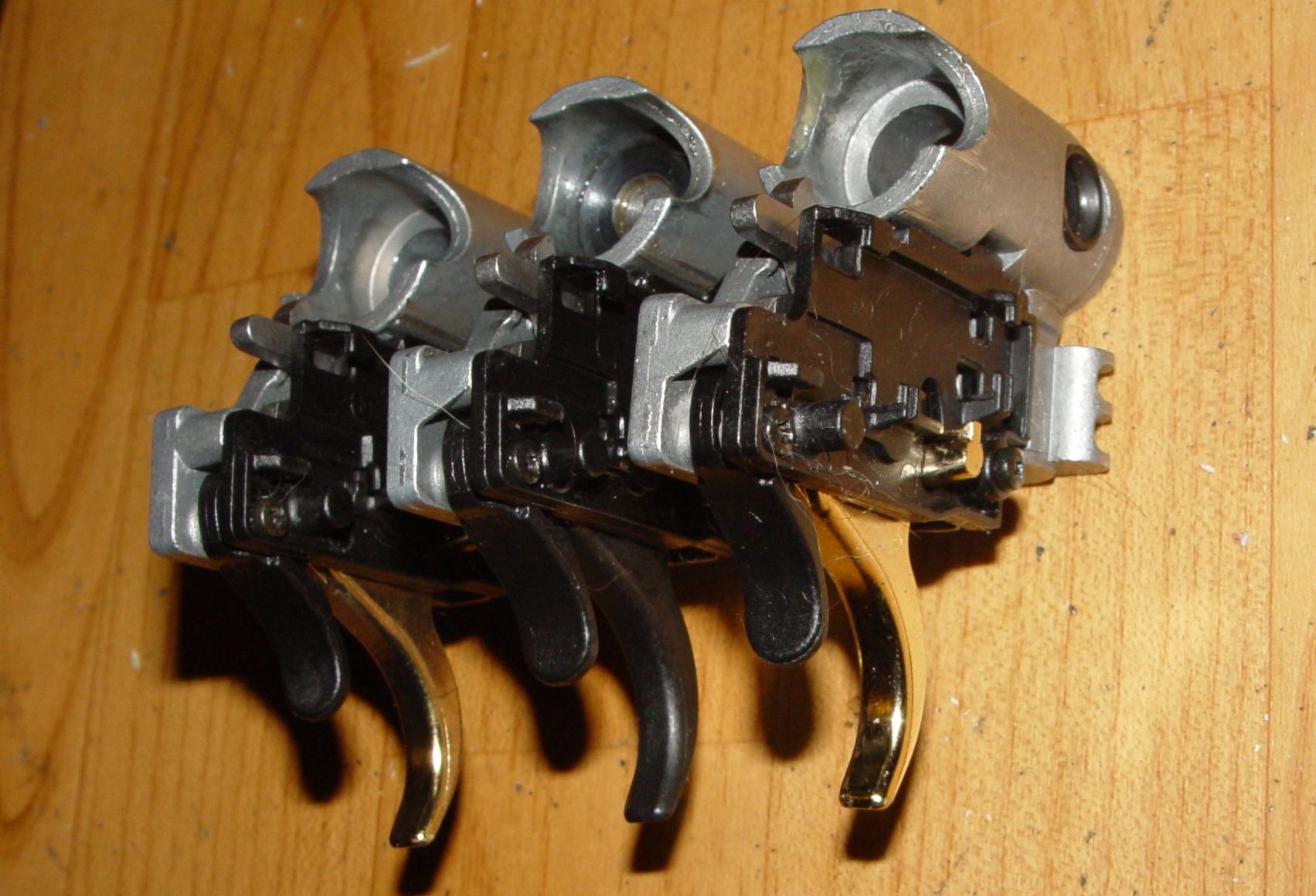
Начиная с 2010 года фирма Gamo начала устанавливать на свои винтовки новый спусковой механизм.
Колодка спуска выполнена заодно с задником из алюминиевого сплава. В отверстиях под штифт вставлены резиновые сайлент блоки. Задник в компресоре сидит туго, без люфта
Сам по себе спусковой механизм скрыт за пластмассовой крышечкой, которая плотно прижимает шептала и исключает люфты, чем грешила старая компоновка. Откручиваем два маленьких винтика и видим, что по сути все тоже самое.
Пружинка спускового крючка наконец то стала мягкой, больше не надо карячится, и гнуть ее в сторону ослабления. Шептала приводятся в движения одной пружиной вместо двух старых, не удобных в установке.
Разборка и сборка крайне проста.
Передаточное плечо крючка 12,5мм против 10мм старой версии, что сокращает рабочий ход.
Несмотря на пластиковый крючек, сам по себе спуск в состоянии из коробки стал явно лучше, мягче и короче, а так же удобнее в сборке-разборке. Доработка спуска остается прежней, разве что сокращать ход втулкамим теперь не требуется.
Одним из недостатков спусковых механизмов такого типа является зависимость нагрузки на перекрытии между первым и вторым шепталами от силы пружины поршня. При использовании данного спускового механизма на пружинно-поршневом оружии, усилие спуска тем выше, чем сильнее используемая пружина. Так же, при отложенном выстреле и прекращении воздействия на спусковой крючок в промежуточном положении, усилия пружины шептала не хватает для возвращения деталей под нагрузкой в исходное положение, что может негативно сказаться на безопасности.
Подробнее об истории развития спускового механизма Gamo можно почитать нажав ниже "Развернуть".
Развернуть/Свернуть
В 2012г компания внесла небольшие изменения. Обновленный механизм получил название SAT (Smooth Action Trigger).
Схематически, SAT ничем не отличается от традиционного механизма, но немного изменены его настройки.
Частично решена проблема безопасности при отложенном выстреле. Усилия пружины шептала по прежнему не хватает для возвращения деталей под нагрузкой в исходное положение. Однако характеристика пружины такова, что дает провал усилия примерно после половины хода второго шептала. Палец все еще нажимающий с прежним, высоким усилием мгновенно продергивает ход до конца. Отпустить крючок в зоне маленького перекрытия шептал становится почти невозможно.
Несколько возросшее усилие пружины шептала скомпенсировано гораздо более мягкой, по сравнению с классическим исполнением, пружинкой спускового крючка.
В 2016г, компания провела еще одну модернизацию. В результате модернизации, механизму присвоили новую аббревиатуру CAT - Custom Action Trigger
Суть модернизации заключается в ведении дополнительной регулировки.
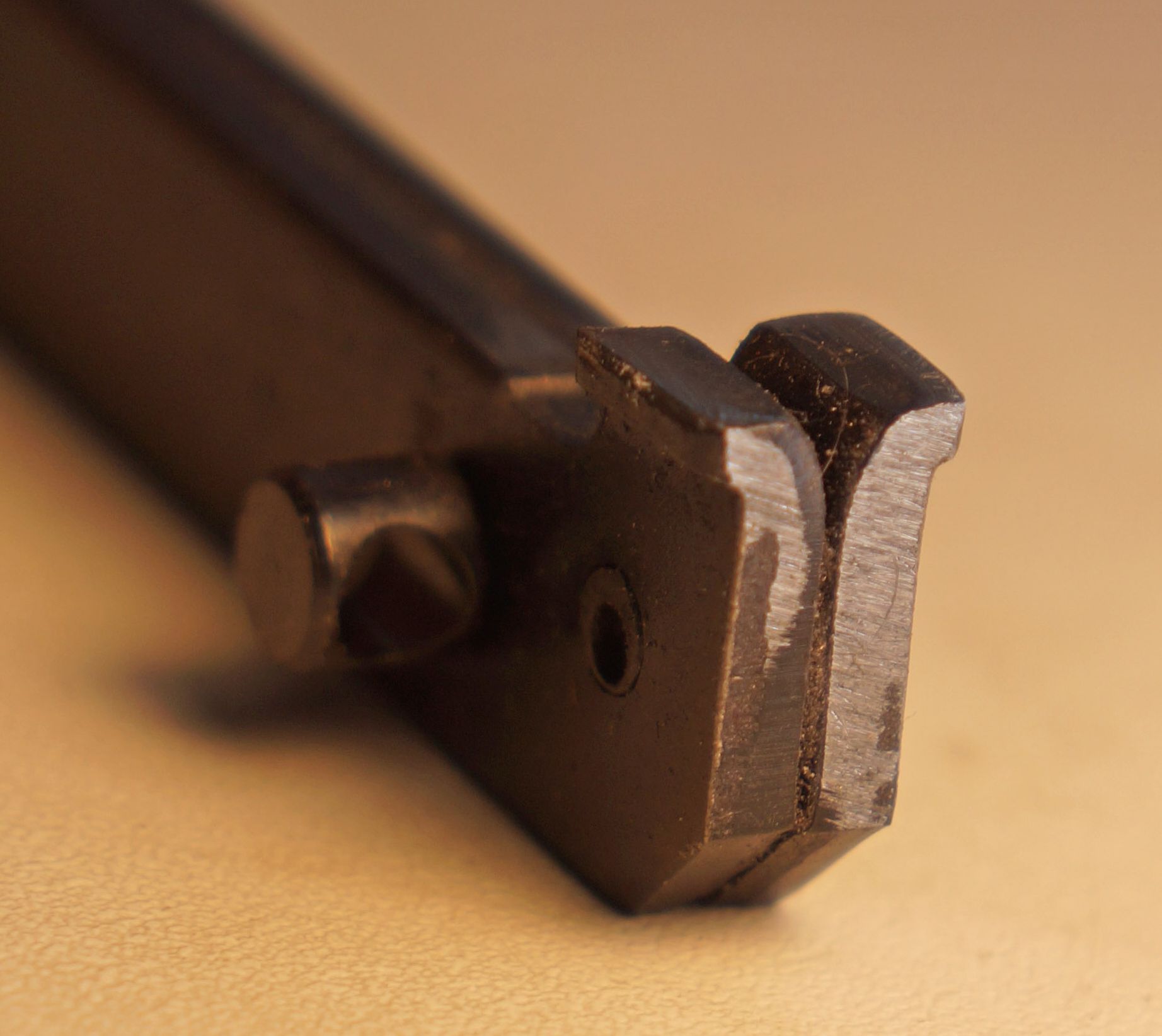
На более ранних версиях механизма, мышечное усилие на шептало передавалось через неподвижный выступ, отлитый заодно со спусковым крючком.
Длина свободного хода в данном случае регулировалась косвенно и в небольшом диапазоне, посредством воздействия задним винтом на шептало.
При закручивании винта, уменьшалось перекрытие шептал, сокращался рабочий ход, но при этом увеличивался свободный ход.
При откручивании винта, свободный ход сокращался, но при этом увеличивался рабочий.
Само собой, такая регулировка, носила скорее формальный характер. На выходе с завода винт был полностью закручен и крутить его назад нет никакого смысла. Даже в такой конфигурации, перекрытие шептал было установлено с большим запасом, в расчете на неопытного пользователя.
В новой версии механизма, передача усилия на шептало осуществляется через регулировочный винт, позволяющий произвольно выставить зазор и тем самым установить желаемую длину свободного хода.
Да, наконец то, в данном спусковом механизме появилась регулировка не для галочки, а действительно ощутимая и весьма полезная!
Конечно же, кинематика спуска осталась прежней, не изменилось и усилие. Но, спуск стал более дружественным и информативным. На данный момент, без какого либо вмешательства, спуск вполне можно сравнить с тем, что стоял на винтовках BSA до SE модернизации!
Конечно, это по прежнему механизм для любительской стрельбы, с расчетом на новичка. Но, какая же огромная разница с тем, что ставят китайцы на свои Crosman и Stoeger! Человек не разбирающейся в вопросе, просто не поверит, что схематически это один и тот же механизм, но так по разному исполненный.
В конце 2016г я разработал и изготовил новый спусковой механизм в штатную колодку спуска. Red trigger
Освобождение первого шептала происходит не с помощью мускульной силы, а посредством пружины второго шептала, которая стремится вывести второе шептало из зацепления с первым.
Для фиксации второго шептала в запертом положении введена дополнительная деталь, третье шептало.
Поскольку сила пружины второго шептала несравнимо ниже силы пружины поршня, нагрузка на перекрытии между вторым шепталом и третьим шепталом значительно снижается и не зависит от силы пружины поршня.
Это позволяет снизить усилие спуска без риска для безопасности использования, поскольку перекрытие между шепталами возвращается в исходное положение после прекращения воздействия на спусковой крючок.
С оригинальной пружиной(0.9мм), которая в данном случае возвращает третье шептало, усилие спуска составляет 500-600гр против 1500-1600гр в оригинале.
С установкой пружины из проволоки 0.7мм, усилие спуска опускается меньше 200гр, что уже не комфортно для многих ситуаций, при этом сам спуск работает надежно и без проблем.
Но в основном я предпочитаю использовать пружину из проволоки 0.8мм, с ней усилие спуска находится в комфортном для меня диапазоне 300-400гр. Оригинальный механизм с этой пружиной имеет усилие спуска 1200-1300гр.
Радикально сокращается и длина хода спуска, как свободного, так и рабочего.
Установка газовой пружины(ГП) на винтовки Gamo.
Штатные утяжелитель и направляющая сильно просажены, они просто свободно болтаются в пружине.
В придачу сама пружина болтается в поршне.
Все это выливается в характерный бздынь, вибрацию и изгиб пружины в достаточно короткий срок.
Лучший способ решить эту проблему, это поставить
ГП
После разборки винтовки, меняем манжету, удаляем заводскую смазку.
Устанавливаем газовую пружину(далее ГП) цилиндром в поршень, если это пружина производства Vado123.
Извлекаем штатную направляющею и обрезаем ее, оставляем около 5мм хвостика.
Основание направляющей очень важно сохранить, потому, как именно оно воспринимает нагрузку от пружины. Если ее выбросить, очень быстро придут в негодность сайлент блоки колодки спуска, что в свою очередь может повлечь изгиб и даже поломку винтов крепления ложи.
Выбрасываем втулку-поджим пружины со стальной шайбой. Устанавливаем в колодку спуска центрующею шайбу газовой пружины.
Собираем винтовку.
Важно вставить штифт руками. Забивать его молотком нельзя, это так же ведет к повреждение сайлент блоков.
Радуемся результату :)
Для установки газовой пружины в Gamo до 2010г, надо извлечь оригинальную направляющую пружины.
Устанавливаем задник в тиски, направляющей вниз. Затем легкими ударами молотка, с помощью выколотки, направляющая извлекается
Извечный вопрос, какую же газовую пружину ставить?
Начинаются своего рода торги, стороны начинают предлагать разные "магнумы", 100500атм. и прочее..
Помните, ни в каких атмосферах нормальные пружины не измеряются. То, что там увидел заправщик на неизвестно каком манометре, на непонятно какой заправочной станции, увидел ли он что то там вообще, совсем не обязательно будет соответствовать реальному давлению внутри пружины!
Поэтому, нормальные пружины всегда проходят динамометрический контроль, после чего указывается усилие на штоке в кГ или в Н!
Больше того, нормальные пружины позволяют при необходимости этот параметр скорректировать, что является важной частью правильной настройки.
Если брать за образец оригинальную, неослабленную пружину Gamo, то настраивая газовую пружину, мы получим аналогичную энергию на усилии около 53кг!
Не 140атм, как многим вешают на уши, а 53кг, которые расчетно соответствуют давлению чуть меньше 110атм!
На 53кг Gamo будет давать скорости в районе 275-280 на пульках 0,48гр и около 225-230м.с. на пульках 0,68. Это ее изначально задуманные характеристики, в таком виде она продается во всем мире.
На переломках можно накачать чуть больше, скорость будет расти примерно до 57-58кг и на этом усилии скорость пулькой 0,48гр должна переваливать чуть-чуть за 300.
На тяжелых и тугих пульках, например на H&N Baracuda(0,69) скорость может расти даже чуть за 60кг, переваливая на этом усилии за отметку 250м.с. Но при этом настройка будет уже далеко не универсальной, более мягкие пульки, например такие, как JSB, уже гарантированно будут проваливаться по энергии.
Больше уже нельзя, совсем нельзя и скорость выше тоже не будет, запомните это! Никаких 180, 160 и даже 140атм, в мусорку весь этот контрафакт!
На CFX ситуация стоит еще более остро и скорость перестает расти уже после 55кг, до этого значения она примерно коррелирует с переломками.
На усилии в районе ~48кг получаются 16Дж.
Вышеприведенная информация полезна в свете принятого Федерального закона от 01.07.2021 N 281-ФЗ и поможет не ошибиться и не попасть под усмотренную законом ответственность. Настоятельно рекомендую его прочитать и сделать соответствующие выводы.
Что бы уложиться в 7,5Дж усилие пружины должно быть не более 25-26кг!
Установка телескопа
Бюджетный, но менее эффективный вариант лечения шумов и вибраций, это установка телескопической направляющей выточенной точно под диаметр пружины.
Правильно спроектированный телескоп добавит к массе поршня около 70гр, но тут стоит учитывать извлечение оригинального утяжелителя поршня.
Общая масса поршня с телескопом составит вполне вменяемые 220гр.
Эффект от телескопа будет более заметен, если в поршень вставить пластиковый стаканчик-изолятор.
Стаканчик можно вырезать и свернуть из ПЭТ бутылки подходящих размеров.
А вот так выглядит телескопическая направляющая для винтовок со старым спусковым механизмом.
Настройка пружинно-поршневых винтовок
Настройке пружинно-поршневых винтовок я посвятил отдельную статью, ознакомиться с которой можно по этой ссылке.
Довольно объемный материал с наглядными графиками, даже если не вникать глубоко в суть, все равно крайне полезен для любого любителя пневматического оружия.
Переделка шарнира взвода.
Шарниры переломок разные производители оформляют по разному. Но более-менее их можно поделить на несколько групп по способу компенсации зазора.
Одни производители предпочитают оставлять минимальный зазор между рогами и муфтой, порядка 0.5 десятки на сторону, а оставшийся зазор компенсировать винтом. Недостатком можно назвать довольно высокое трение в шарнире и затирание муфты рогами. Как пример CZ 634.
Намного совершеннее устроены шарниру на винтовках weihrauch. Минимальный зазор, плюс две тонкие, каленые шайбы. Трение в таком случае ощутимо меньше, забеления муфты не происходит. В тоже время, зазор по заднему торцу муфты не велик. Недостатком такого способа можно назвать его высокую трудоемкость, поверхности должны быть ровными и перпендикулярными. Если муфта имеет вид трапеции после шлифовки, работать не будет.
Если жесткость рогов позволяет, то можно отказаться от винта в шарнире. Муфту делают вровень или даже в легчайший плюс. Преднатяг в соединении обеспечивается самими рогами.
Это традиционная схема bsa , так же применяется на новых гамо с комперсором 29*100
Есть шарниры, где зазор скомпенсирован пружинными элементами, тарельчатыми пружинами, либо шайбами из полимерных материалов. Зазор в рогах в таком случае достигает примерно 1-2.5 десяток на сторону.
Если усилие тарельчатых пружин достаточное, а жесткость рогов высокая, то все работает отлично. Трение в шарнире небольшое, муфта не забеляется, отклонения ствола компенсируются самими тарельчатыми пружинами. Пример, винтовки Теобен
Если пружины теряют свою упругость, их следует заменить или выточить шайбы из латуни с минимальным допуском.
В зависимости от конкретного экземпляра толщина будет 1,2-1,4мм, подогнать лучше всего с небольшим, около 0,5 десятки на две стороны, плюсом..
Шарнирный винт упирается в рог не ступенькой, а конусом, который надежно предохраняет его от раскручивания. Открутить такое соединение не просто, подробнее данная ситуация была рассмотрена чуть ранее. Там же сказано что делать если винт все таки порвался. Как открутить винт ствола на переломках Gamo.
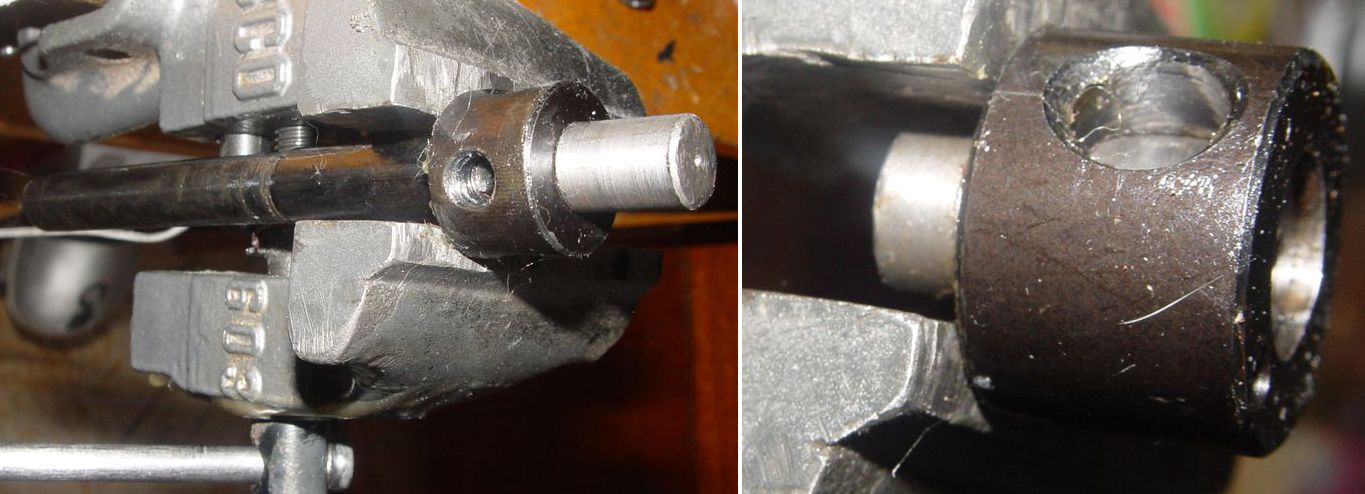
Недавно мне в голову пришла довольно простая и интересная идея. Примером послужил старый Hunter 1250.
К слову обычно, у Hunter 1250 проблем с шарниром нет. Несмотря на то, что муфта качается на штифте, рога имеют очень высокую жесткость, а тарельчатые пружины создают хороший преднатяг.
Но в этом случае пружины были почти плоские, то ли от времени, то ли брак термообработки. С шарниром пришлось работать, во время чего мне и пришла в голову замечательная мысль.
Сзади в муфте торцевой фрезой делаем углубления, в данном случае мяса хватило на 4мм с каждой стороны. Точим латунные пяточки, плюс 1мм на высоту и плюс 0.1 на диаметр. Забиваем их молотком раз и навсегда. Далее фрезой ровняем и подбираем до нужной высоты. В данном случае ~+2 десятки на сторону.
Стоит уделить внимание одному моменту. Т.к. пяточки находятся на значительном удалении от точки качения, минимальный припуск сильно увеличивает трение и ригель перестает справляться. Проверять просто, чуть давим на ствол и отпускаем. Ригель должен уверено возвращать ствол в исходное положение с упором металл-металл. Если этого не происходит, снимаем еще немного.
Перестволение ЦФХ
У ЦФХ есть две стандартные проблемы, которые часто приходится решать.
Первая, это уплотнение клипа. Как правило, при сборке на заводе уплотнение режут о пазы компрессора, консервационная смазка, попадая в порезы, выгорает и прожигает уплотнение. Поэтому при расконсервации крайне важно произвести замену манжеты и резинок на gamo cfx, gamo cfr Родную резинку можно купить
тут
Вторая особенность, это прослабленный пульный вход. Подробнее Тут и Тут
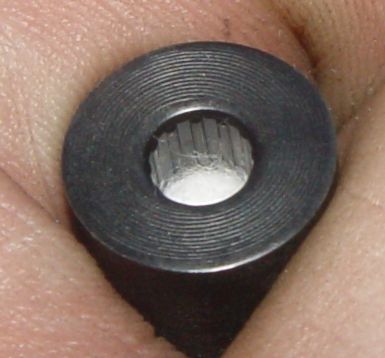
Вот фото-пример, видно что часть нарезов доходит до конца, часть углублено. Довольно редкий случай, но иногда бывает и такое..
Лечится это только расстволением и обрезкой части ствола.
Но, это не является обязательной процедурой!
Если не требуется получить от винтовки больше 17-18Дж, можно этого не делать. Переделка позволит чуть-чуть подкачать пружину и перевалить отметку в 20Дж.
Естественно это несущественная разница, которая не особо стоит затраченных усилий, поэтому данная работа потихоньку теряет популярность, что вполне объяснимо.
Тем не менее, я оставлю описание работы.
Развернуть/Свернуть
Расстволять относительно не сложно. Ключом шестигранником 2,5мм ослабляем контрящий винтик в левом переднем крепежном отверстии ложа. Затем снимаем рычаг взвода. Дальше идет процесс непосредственно выкручивания ствола. Тут есть много способов фиксации. Я рекомендую фиксировать компрессор за паз рычага взвода.
Дальше следует отторцевать ствол на 5-6мм, на столько же срезать резьбу и проточить тонкую часть до упора.
Дальше делаем казенную фаску, лучше резцом на глубину около 5 десяток, угол от 15 до 20гр на сторону.
Заваливаем кромки торца ствола и шлифуем, что бы не страдало торцевое уплотнение клипа.
Можно обрезать ствол и спереди, заодно переделать дульную фаску. Тогда придётся резать рычаг взвода. Ствол можно безбоязненно резать до 30см без изменения характеристик. Внешний вид и эргономика от этого только выигрывают.
Пластиковый надульник так же можно заменить на алюминиевый.
Однажды попалась мне ЦФХ с обрезанным рычагом и потерянной защелкой.
Не стал повторять оригинальную конструкцию, нарисовал новый надульник с клипсой и накладку на рычаг, а затем напечатал на 3D принтере.
В итоге получилась симпатичная, альтернативная конструкция.
И еще под конец постараюсь перечислить, чего не надо делать с винтовкой.
стрелять в холостую, без пули
стрелять с дырой в поршне
капать масло в компресор, смазывать перед манжетой
взводить без пластиковой скобки на тяге или ставить ее в задний паз
взводить без ложи
менять штатное уплотнительное кольцо клипа на меньшее по диаметру и бОльшее по сечению
использовать шайбы Гровера для настройки спуска
полировать и скруглять грани спуска
рассверливать перепуск больше 3мм
устанавливать манжету от МР512
стрелять двумя пулями, если есть опасность дизеля, то есть сразу после сборки
забивать задний штифт молотком, когда он не лезет, и делать на нем фаски. На винтовках нового образца штифт вставлять только руками
Итог:
Винтовки гамо обладают хорошим сочетанием не самой высокой цены, довольно умной конструкции, далеко не самого плохого качества и большой апгрейдопригодности.
После вышеописанных доработок мы получаем стильную, красивую винтовку из которой приятно стрелять и попадать. Винтовка мягко и плавно работает, нигде не раздражает лишними звуками. Имеет потрясающее свойство быть удобной почти для всех, как для взрослого мужчины, так и для юниора.
При этом винтовка обладает характеристиками, позволяющими достойно смотреться среди продукции более высокого класса.