Перестволение Hatsan после 2010г
Не для кого не секрет, может не повезти с качеством ствола на Хатсане. Терки, раковины, бочки, пережатые участки, раструбы, ведра. Все это далеко не полный список артефактов, которые можно встретить в стволе турка. Хотя тут стоит отметить, что влияние самого ствола на кучность подобной винтовки относительно не велико.
Бывают и случаи неудачных ремонтов. Довольно распространенный случай, когда ствол выскальзывает из руки во время взведения и захлопывается. Это всегда приводит к изгибу ствола вверх. Конечно все правится. Но бывают случаи неоднократной правки, кривой правки и т.п. Попадались стволы волной, в буквальном смысле слова. Конечно на кучность кривизна ствола не влияет, но многие принципиально хотят поменять ствол.
Готовых стволов, бери и меняй, не продают. По крайней мере в России. Зато продают заготовки-бланки, без проточек и посадочных мест. Так же, в качестве заготовки, можно использовать ствол от другой винтовки. Диаметр в данном случае желателен не меньше 15мм. Если диаметр меньше, придется точить переходную втулку, а затем одевать на ствол трубку-кожух..
Немного по заготовкам. Не стоит стремиться купить самую дорогую заготовку и думать, что хатсан от этого станет точнее. Хатсану все равно, проблемы с его точностью заключаются далеко не в одном только стволе. Поэтому смело покупайте любую китайскую дудку за недорого, если есть такая возможность. На барахолках частенько попадаются папские пальцерезки в половину цены ЧЗтовского бланка. На хатсане разницы видно не будет.
Есть и другая хитрость. Хатсану, как и другим пружинно-поршневым винтовкам, вполне достаточно 30см ствола без каких либо потерь в характеристиках. Поэтому ищем с кем скооперироваться. Покупаем 605мм заготовку Лотар Вальтер и делим ее пополам :)
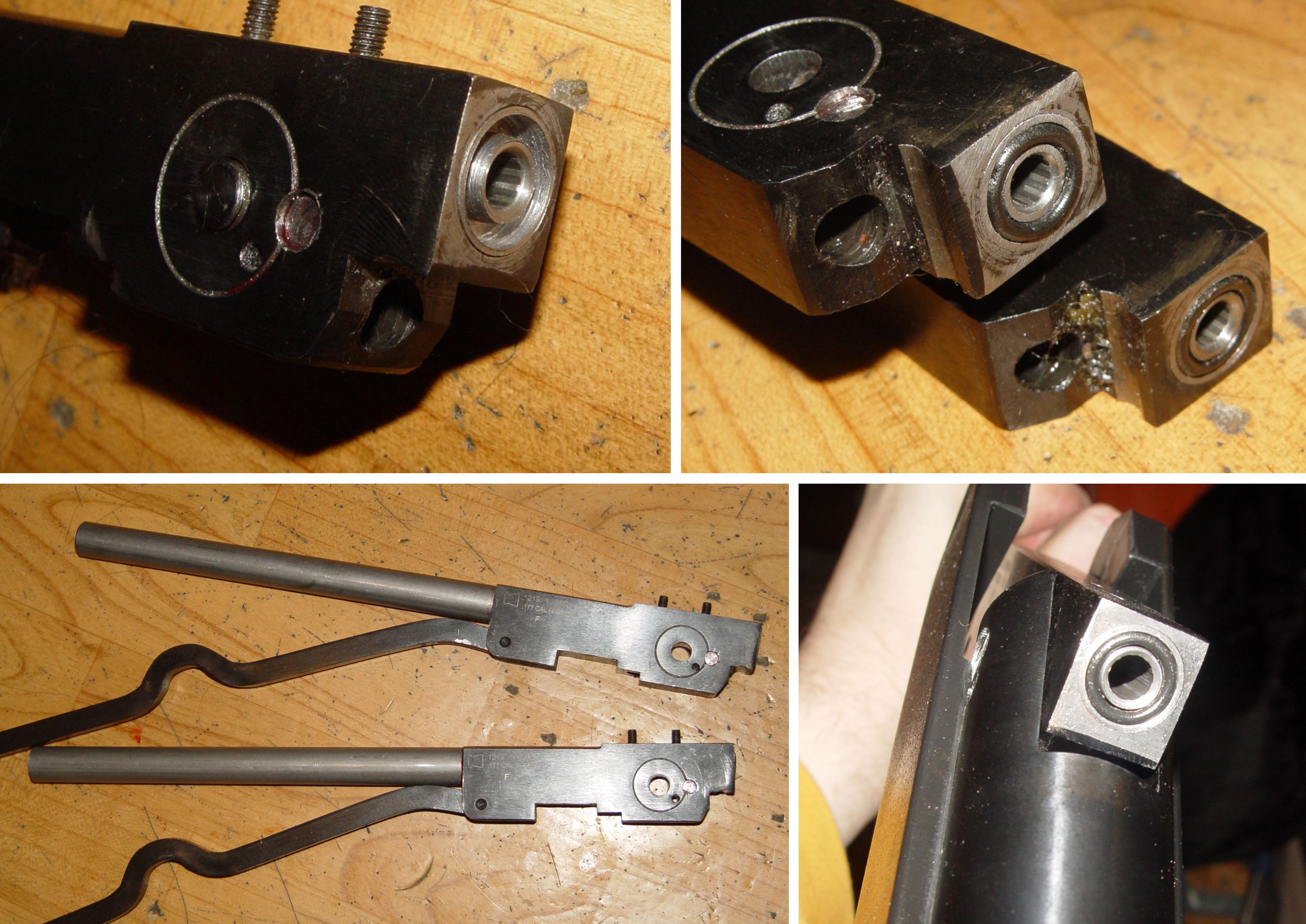
Для начала разбираем винтовку. Снимаем муфту ствола, снимаем целик и откручиваем контрящие винтики.
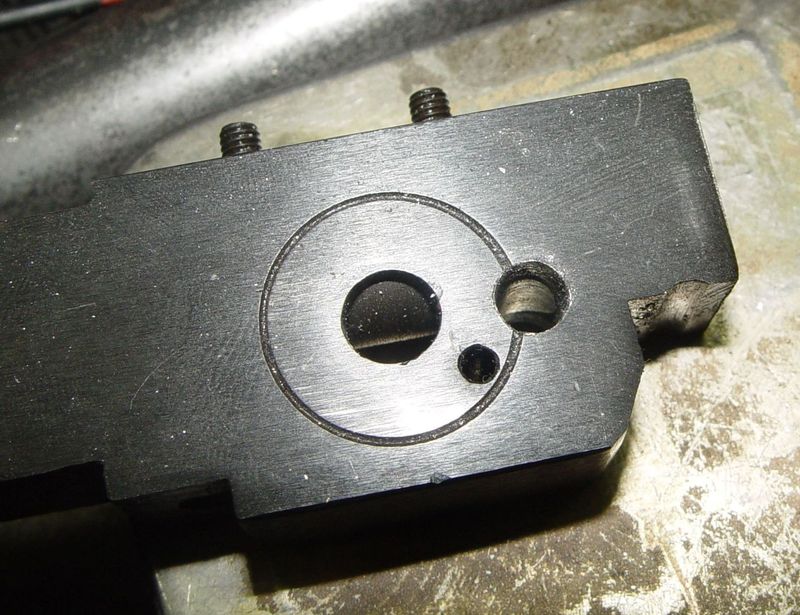
Когда в руках у нас оказывается голая муфта, смотрим внимательно и видим штифт. Этот штифт удерживает ствол от продольного перемещения.

Выбить его сложно и совсем не обязательно. Просто высверливаем его сверлом 6мм. Разумеется не дрелью в пятках :)
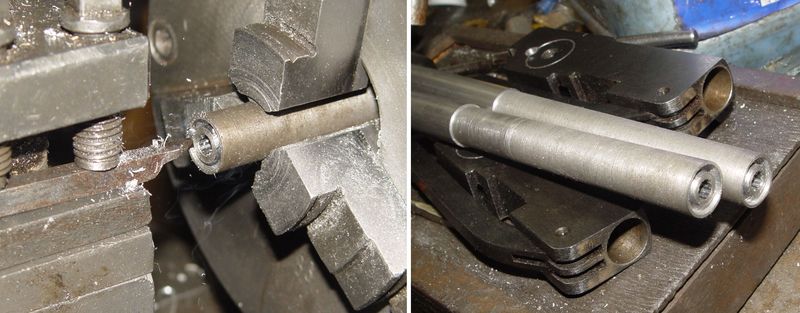
Больше ствол ничем не удерживается. В муфте он сидит только на накатке, основной диаметр занижен. Зажимаем ствол в больших тисках. Постукивая через болванку из цветного металла, сбиваем муфту. Трогается ствол довольно легко, идет еще проще.

Выглядит родной ствол вот так. Хорошо видны накатки, на которых ствол сидит в муфте

Дальше нам предстоит из бланка-заготовки сделать тоже самое.
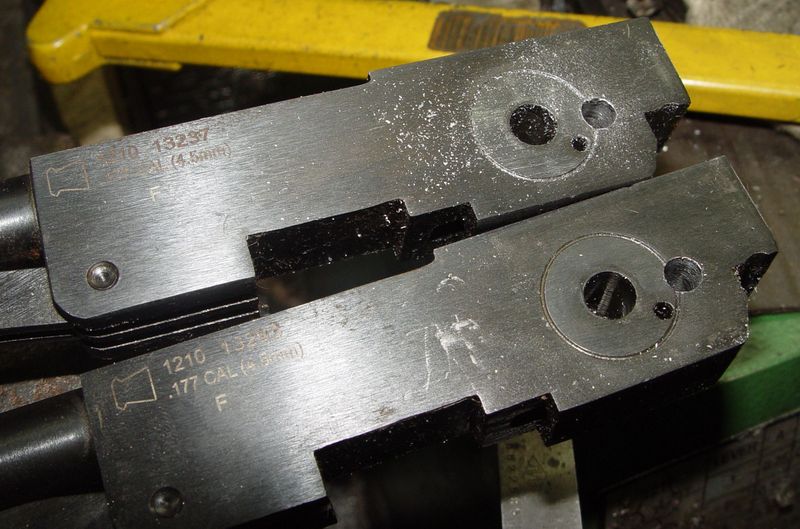
Тут стоит заметить, что два положеных рядом хатсана всегда разные. Глубина проточки отличается от экземпляра к экземпляру до полумилиметра(!!!) Поэтому точим по образцу. Оставляем десятку-полторы зазора, что бы ствол устанавливался от руки, нам еще предстоит несколько примерок. Да и вклеить ствол на красный фиксатор резьбы в данном случае видится наилучшим вариантом.
Если токарь не хочет возиться с заточкой тонкого резца, можно организовать уплотнение перепуска следующим образом.

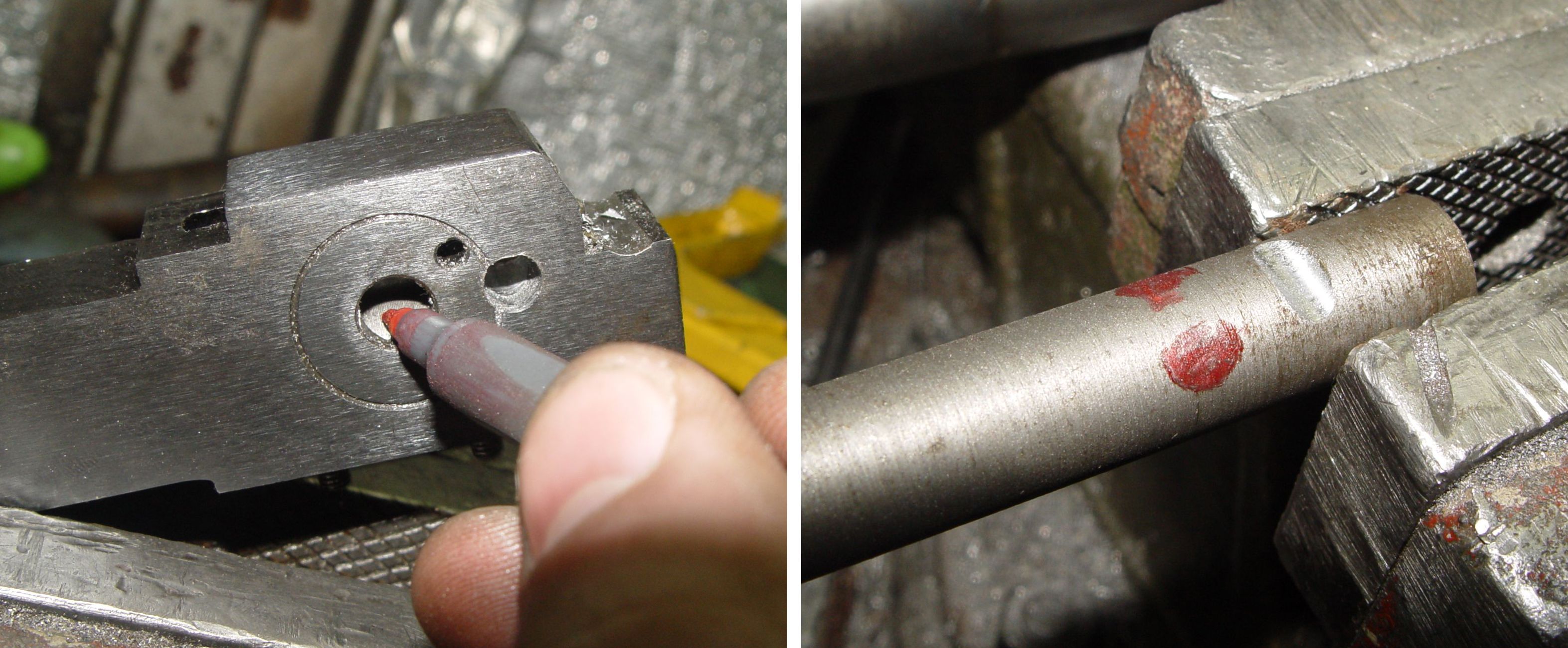
Устанавливаем ствол в муфту, прижимаем винтиками через отверстия под целик. Проходим то самое отверстие 6мм еще раз.
Затем берем маркер и через отверстие под ось качения метим ствол.
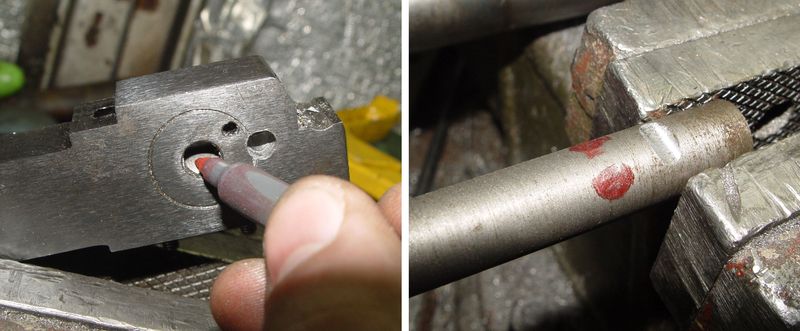
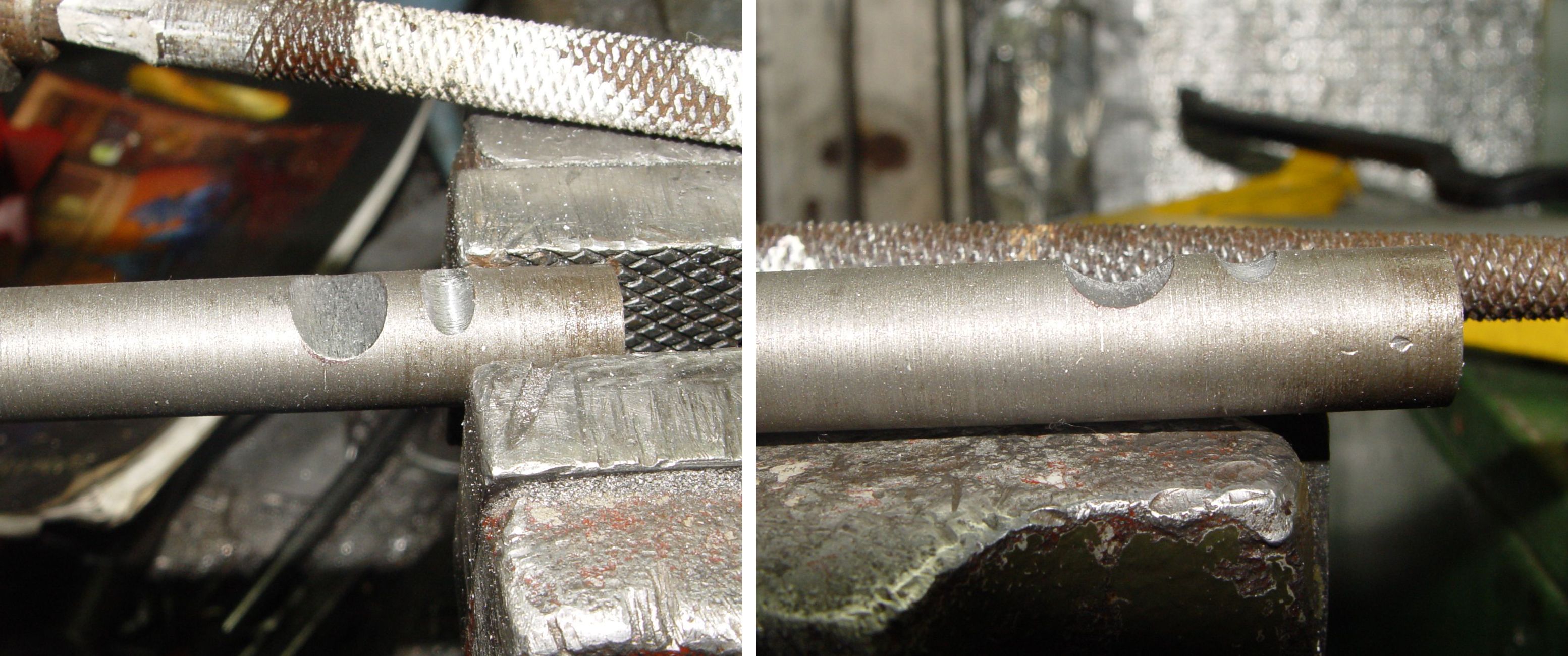
Берем круглый напильник в руки и делаем углубление. Обязательно примеряемся. Не бойтесь сделать выемку шире, ничего страшного в этом нет. Но не ошибитесь в глубину. В тоже время винт-качения ствола должен вставляться легко и не задевать ствол. Иначе есть риск продавить внутрь сегмент.

После выполнения "грязных" работ, перемещаемся в чистое место.
Делаем казенную и дульную фаски

Ацетоном чистим и обезжириваем стволы и муфты. Грязи там много.

Подготавливаем штифт, который будет удерживать ствол от продольного перемещения.
Берем фиксатор резьбы и наносим на ствол.
Так же, на фиксатор сажаем и штифт. При этом винт-ось качения, намазанный маслом, должен находится на своем месте.

Ждем полчасика, после чего можно собирать винтовку и пользоваться.
В случае, если был установлен ствол 30см, могут возникнуть сложности со взведением. В таком случае устанавливаем модератор или фальшствол.